Jak vařit s svařováním: kompletní průvodce pro začátečníky

Svařovací šev je jedním z nejspolehlivějších způsobů připojení dílů. Používá se v průmyslu a v každodenním životě. Každý domácí řemeslník občas používá svařování. Pokud ví, jak se dokáže vařit, často se musí obrátit na specialisty. Ale svařování je docela možné se naučit. Měli byste začít tím nejjednodušším: elektrickým svařováním pro začátečníky je především školení v oblasti implementace různých švů. Složitější práci lze provést pouze na základě zkušeností. Pojďme se podívat na základy technologie a některé triky svařovacího procesu, jakož i na použité vybavení a materiály.
Obsah
Druhy svařovacích strojů
Pro správnou volbu svařovacího stroje je nutné vzít v úvahu všechny klady a zápory různých typů a modelů svářečů.
Transformátory - nejjednodušší a nejtradičnější zařízení, poměrně těžká, vyrobená na základě sestupného transformátoru, který přivede hodnotu napětí na požadovanou hodnotu pro provoz. Charakteristikou transformátorů je to, že pracují na střídavém proudu, což vytváří nestabilní oblouk. V kombinaci se zvýšeným množstvím nečistot ve strusce a plynu takový oblouk podporuje stříkání kovu a kazí vzhled švu. Kvalitní šev s takovým zařízením může být vyroben zkušeným svářečem se zkušenostmi s transformátorem.

Jednoduché zařízení poháněné střídavým proudem
Usměrňovače - svářeči, kteří mohou pomocí polovodičových diod převádět střídavý proud na řízení a snižování síťového napětí. Stejnosměrný proud poskytuje stabilní oblouk a umožňuje vám vytvořit svařovací šev homogenní a vzduchotěsný, silný a krásný. Usměrňovač je univerzální, všechny typy elektrod jsou pro něj vhodné, všechny druhy kovů mohou být vařeny s takovým zařízením: nerezová ocel, hliník, měď, titan, různé slitiny.

Univerzální svařovací stroj vhodný pro všechny typy elektrod
Střídače - Jsou velmi populární, protože jsou lehké, mají vynikající funkčnost a automatizované nastavení. Takové technické vlastnosti umožňují začátečníkům na tom pracovat. Konstrukce zařízení zahrnuje množství jednotek, které převádějí střídavý proud sítě na stejnosměrný proud s vysokým výkonem. Výhodou tohoto typu svářečů je:
- schopnost doladit;
- vykonává širokou škálu úkolů;
- stabilní oblouk;
- odolnost proti přepětí;
- vysoká kvalita svařování, hladký šev;
- pracovat se všemi typy elektrod;
- spojení všech typů kovů libovolné tloušťky a polohy v prostoru.
- Má další funkce, které zabraňují ulpívání elektrody a poklesu trhlin;
- schopnost zapálit elektrodu při maximálním přívodu proudu;
Z mínů můžeme poznamenat:
- potřeba častého odstraňování prachu;
- omezená délka kabelu 2,5 m;
- neschopnost pracovat při teplotách vzduchu pod - 15 stupňů.

Střídač vhodný pro začínající svářeče
Poloautomatická zařízení - Existují dva typy. První zvyšuje produktivitu svařování díky nepřetržitému přívodu drátu. V tomto případě není nutné elektrody neustále měnit. Šev je hladký, souvislý a bez vad. Druhé pracují v plynném prostředí, k tomu používají kyslík, dusík a oxid uhličitý a také argon a helium. Plynové svařování má následující výhody:
- jedna jednotka je navržena pro práci s plynem i drátem;
- vynikající kvalita a estetika švu;
- stabilní hladký oblouk;
- vysoká funkčnost;
- schopnost svařovat složité spoje.

Pomocí tohoto stroje můžete vytvořit vysoce kvalitní svar
Co bude zapotřebí pro práci začínajícího svářeče
Nejprve musíte připravit vybavení a kombinézy.
Nářadí a ochranné vybavení
Určitě budete potřebovat svařovací stroj, sadu elektrod, kladivo a dláto pro vířící strusku, kovový kartáč pro čištění švů. Elektrický držák se používá k sevření, přidržování elektrody a přivádění proudu do ní. Pro kontrolu velikosti švu je také zapotřebí sada šablon. Průměr elektrody je zvolen v závislosti na tloušťce plechu. Nezapomeňte na ochranu. Připravujeme svařovací masku se speciálním světelným filtrem, který neprochází infračervenými paprsky a chrání oči. Obrazovky a štíty plní stejnou funkci. Nepromokavý oblek sestávající z bundy s dlouhými rukávy a hladkých kalhot bez klop, kůže nebo plstěné obuvi pro ochranu před kovovými postříkání a rukavicemi nebo palčáky, plátnem nebo semišem s přesahem na rukávech. Takový přímý, uzavřený oděv brání svářeči dostat roztavený kov na jeho tělo.
Při práci v náchylné poloze existují speciální ochranné prostředky, které se používají k práci ve výškách a uvnitř kovových předmětů. V takových případech budete potřebovat dielektrické boty, helmu, rukavice, koberec, chrániče kolen, loketní opěrky a pro svařování ve výškách potřebujete bezpečnostní pás s popruhy.

Jaké elektrody si vybrat
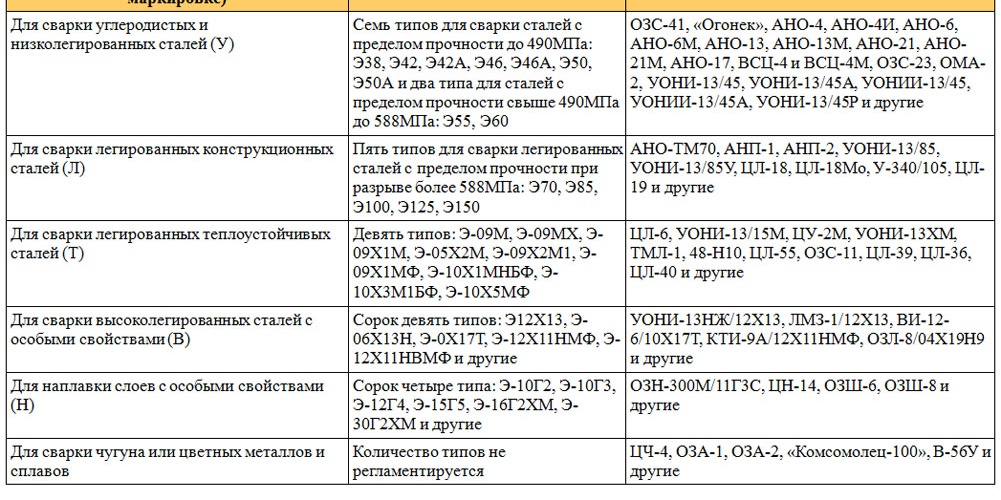
Elektrody přicházejí v různých typech a značkách. Je to kvůli potřebě vybrat kov připojených částí a stejnou kovovou elektrodu.
Každá elektroda má označení, které poskytuje svářeči všechny potřebné informace. Naučit se číst označení je snadné.
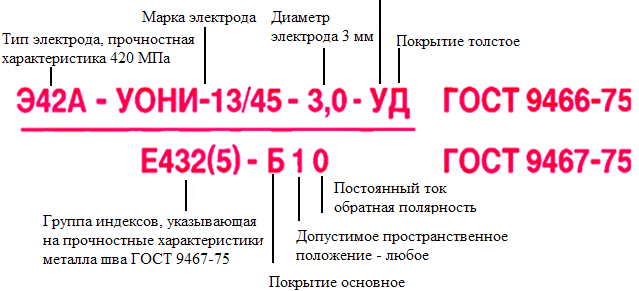
Na elektrodách jsou vyznačeny speciální značky.
Často jsou na povrchu potaženy různými povlaky, které poskytují elektrodám vlastnosti nezbytné pro svařování různých kovů a pracovních podmínek. Zde je tabulka klasifikace elektrod podle typu povlaku a aplikace.
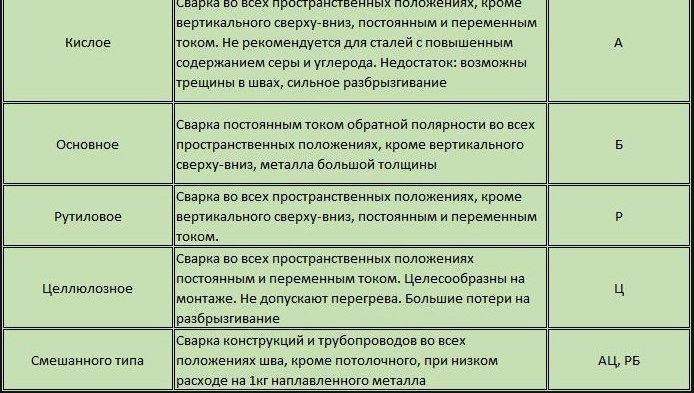
Speciální povlak dává elektrodám zvláštní vlastnosti nezbytné pro svařování různých kovů
Klasifikace elektrod podle typu a účelu se odráží na označení produktu.
Elektrody se liší v typu a účelu.
Druhy svarů
Spojovací svary jsou rozděleny podle umístění, síly, technologie, konstrukčních prvků. Typy umístění švů:
- Dolní. Nejjednodušší a nejpohodlnější díky gravitační síle kov vyplní mezeru mezi částmi. Toto je nejodolnější a nejúspornější šev.
- Horizontální. Obrobky jsou kolmé na elektrodu a šev probíhá vodorovně. Část kovu opouští svařovací zónu a elektroda je spotřebována rychleji.
- Vertikální.V tomto případě jsou obrobky také kolmé k elektrodě, ale šev je vytvořen svisle. Roztavený kov má sklon klesat, spotřeba elektrod je významná.
- Nakloněný. Pohyb svářečovy ruky je nakloněn. Používá se pro rohové a teelové spoje.
- Stropní šev je umístěn nad hlavní jednotkou.
Oddělení designu:
- Butt Tupý kloub je poměrně odolný a ekonomický, nedeformuje povrch kloubu. Jedná se o univerzální spojení.
- Pokud není dostatek místa pro tupý svar, lapujte svary. Tloušťka obrobků by neměla být větší než 8-10 mm.
- Doporučuje se svařovat zaoblený svar na obou stranách, zatímco obrobky jsou vůči sobě v úhlu. Tento šev není snadno proveditelný z důvodu nárůstu v oblasti ovlivněné teplem a vysoké spotřeby elektrody.
- T-kloub je úhlový šev, ve kterém jsou roviny součástí svářeny kolmo. Šev je vytvořen ze dvou stran, je docela komplikovaný.
- Šev pro elektrické nýty se používá, když není zapotřebí vzduchotěsného švu, je to nejúspornější a nenápadný.
Svařování lze provádět v jedné vrstvě nebo v několika vrstvách pro silné obrobky.
Jak se naučit svařovat - Průvodce pro začátečníky
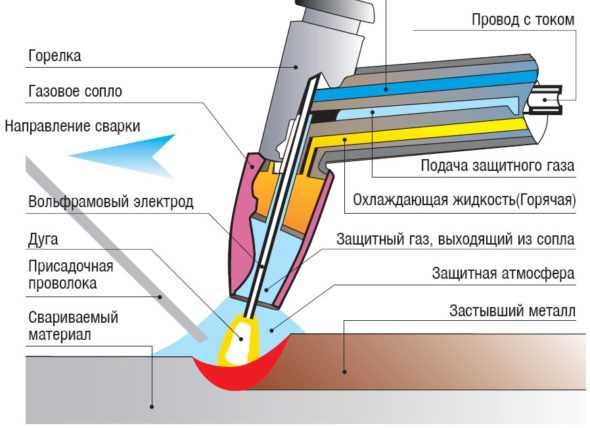
Svařování je proces s vysokou teplotou. Pro jeho provedení je vytvořen elektrický oblouk, který je držen od elektrody ke svařovanému produktu. Pod jeho vlivem se roztaví základní materiál a kovová tyč elektrody. Odborníci říkají, že je vytvořen svařovací bazén, ve kterém se mísí základna a kov elektrody. Velikost vytvořené lázně přímo závisí na zvoleném svařovacím režimu, prostorové poloze, rychlosti oblouku, tvaru a velikosti okraje atd. V průměru je jeho šířka 8-15 mm, délka 10-30 mm a hloubka - asi 6 mm.
Povlak elektrody, tzv. Povlak, během tavení tvoří zvláštní plynovou zónu v oblasti oblouku a nad lázní. Vytlačuje veškerý vzduch ze svařovací oblasti a zabraňuje interakci roztaveného kovu s kyslíkem. Kromě toho obsahuje páry jak základních, tak i elektrodových kovů. Struska se tvoří na vrcholu svaru, což také zabraňuje interakci taveniny se vzduchem, což negativně ovlivňuje kvalitu svařování. Po postupném odstraňování elektrického oblouku začne kov krystalizovat a vytvoří se šev, který spojuje svařované části. Na vrcholu je ochranná vrstva strusky, která je následně odstraněna.

Během svařovacího švu se povlak elektrody roztaví a vytvoří zvláštní plynovou zónu. Uvnitř se mísí základní kov a elektroda
Pro začínající svářeče je nejlepší získat první zkušenosti pod vedením specialisty, který může opravit možné chyby a poskytnout užitečné rady. Je nutné zahájit práci, po spolehlivém stanovení detailu. Pro požární bezpečnost musíte do nádoby umístit kbelík vody. Ze stejného důvodu je nemožné provádět svařovací práce na dřevěném podkladu a zanedbávat i velmi malé zbytky použité elektrody.
Připojení svařovacího stroje
Aby svařování fungovalo bezpečně, musíte stroj připojit k síti a dodržovat následující pravidla:
- Nejprve musíte zkontrolovat napětí a aktuální frekvenci. Tato data musí být stejná v síti i v zařízení.
- Vypočítáme hodnotu proudu na svařovacím stroji, který by měl odpovídat zvolenému průměru elektrody. Pokud vám blok nastavení svářeče umožňuje zvolit napětí, musíte jej okamžitě nastavit. Připojení se provádí pomocí speciální zástrčky a uzemňovacího oka.
- Bezpečně upevněte zemnicí svorku. Zkontrolujte, zda je kabel izolován a opatrně zastrčen do speciálního držáku.
- Nezapomeňte zkontrolovat všechna připojení, kabely, zástrčky.
- Můžete použít speciální prodlužovací kabel, který se připojuje bez přechodných připojení.
- Ve starších domech se špatným zapojením může dojít k poklesu napětí. Zastaví proces a může poškodit svařovací zařízení. V tomto případě potřebujete elektrický generátor, který bude poskytovat napětí na provozní úrovni.
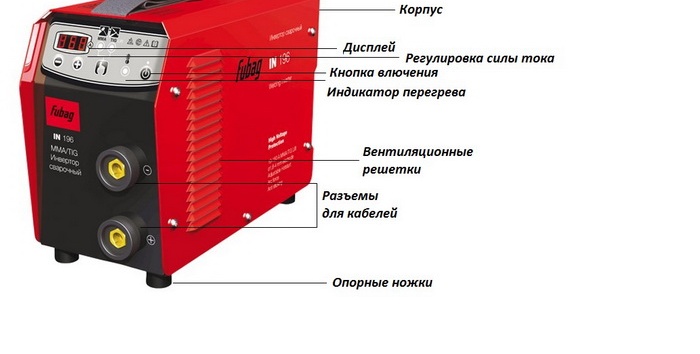
Svařovací stroj je jednoduchý
Jak zvolit správný proud
Svařovací proud je důležitým indikátorem svařování a určuje typ a povahu švu a výkon práce. Čím vyšší je proud, tím stabilnější je oblouk a větší hloubka průniku. Síla proudu závisí na umístění obrobků v prostoru a na velikosti elektrody. Pro svařování vodorovných obrobků je nastavena nejvyšší hodnota. U svislých spojů se aktuální hodnota použije o 15% méně au stropních spár o 20%.
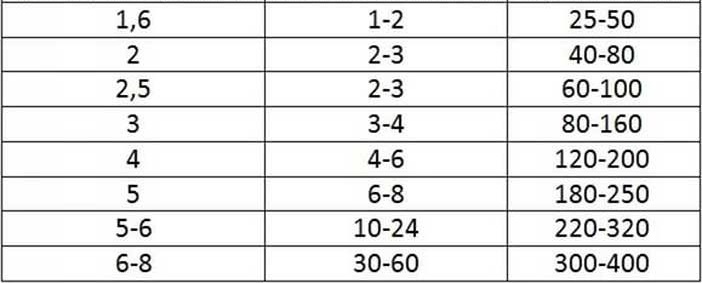
Síla proudu závisí na umístění obrobků a na velikosti elektrody
Jak zapálit oblouk
První způsob je dotykem. Za tímto účelem nainstalujte elektrodu pod úhlem přibližně 60 ° vzhledem k produktu. Pomalu je držte na povrchu. Měla by se objevit jiskra, nyní se dotkneme kovu elektrodou a zvedneme ji do výšky ne více než 5 mm.
Pokud byla operace provedena správně, oblouk se rozsvítí. Během svařování musí být zachována pětimilimetrová mezera. Je třeba mít na paměti, že při správném svařování kovu elektrickým svařováním se elektroda postupně vyhoří, takže je stále o něco blíže k kovu. Elektroda by se měla pohybovat pomalu, pokud se náhle drží, budete ji muset lehce otočit do strany. Pokud se oblouk nezapálí, může být nutné zvýšit proudovou sílu.
Druhý způsob je nápadný. Musíte přivést elektrodu na povrch obrobku a udeřit do součásti, jako byste zapálili zápalku. Je možné usnadnit zapálení elektrody omítnutím od jejího okraje.
Sklon a pohyb elektrody
Poté, co je možné zapálit a udržovat oblouk bez problémů, je čas přistoupit k fúzi válce. Zapálíme oblouk, pomalu a hladce pohybujeme elektrodou vodorovně a prováděním lehkých kmitavých pohybů. Současně se zdá, že roztavený kov „sebere“ do samého středu oblouku. Výsledkem by měl být silný šev s malými vlnami tvořenými svařovaným kovem.
Úhel elektrody pro začínajícího svářeče je lepší pozorovat asi 70 stupňů, tj. S malou odchylkou od svislice. Níže je schéma svařování elektrickým obloukem.
Úhel elektrody je asi 70 stupňů
Pokud elektroda při svařování dílů téměř úplně vyhořela a šev ještě není dokončen, práce se dočasně zastaví. Použitý prvek změníme na nový, odstraníme strusku a pokračujeme v práci. Ve vzdálenosti asi 12 mm od vybrání vytvořeného na konci švu, který se také nazývá kráter, zapálíme oblouk. Elektrodu přivedeme do prohlubně tak, že se z kovu staré a nově instalované elektrody vytvoří slitina, po které pokračuje svařování švu.

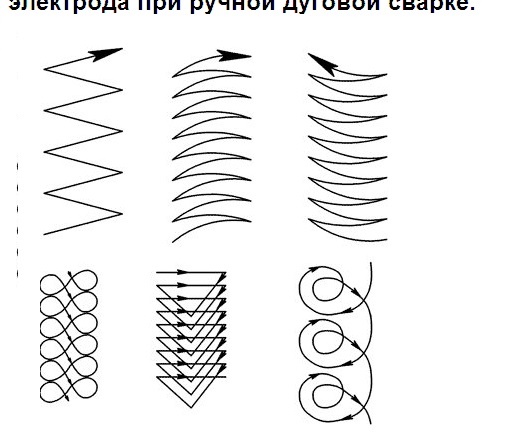
Během svařování elektroda provádí určité pohyby, zejména translační, podélné a příčné. Z jejich kombinací se vyrábějí různé typy švů, nejběžnější jsou znázorněny na obrázku
Trajektorie oblouku při svařování součástí může být provedena ve třech směrech:
- Progresivní. Zahrnuje pohyb oblouku podél osy elektrody. Je tedy dostatečně snadné udržovat stabilní délku oblouku.
- Podélný. Tvoří svařovací válec s vlákny, jehož výška závisí na rychlosti pohybu elektrody a její tloušťce. To je obyčejný šev, ale velmi tenký. Pro jeho fixaci se při pohybu elektrody podél svařovaného švu provádějí také příčné pohyby.
- Příčný. Umožní vám získat požadovanou šířku švu. Provádí se to oscilačními pohyby. Jejich šířka je volena na základě velikosti a polohy švu, tvaru jeho řezu atd.
V praxi se používají všechny tři hlavní pohyby, které jsou na sebe navrstveny a tvoří určitou trajektorii. Existují klasické možnosti, nicméně každý mistr obvykle „vidí“ svůj rukopis. Hlavní věc je, že během práce jsou okraje spojených prvků dobře roztaveny a získá se šev daného tvaru.
Zpravidla se používají všechny tři směry, mohou se překrývat a tvořit trajektorii
Svarové švy
Stropní svar
Tento šev je považován za nejobtížnější, protože svařovací bazén je obrácen vzhůru nohama a je umístěn nad svářečem. Elektroda je vybrána ne více než 4 mm a je vedena trochu ke straně tak, aby se kov nešířil. Použijte krátký oblouk a zcela suché elektrody, šev při svařování stropu by měl být tenký. Pohyb probíhá sám o sobě, takže pro svářeče je snazší kontrolovat kvalitu švu. Existuje několik způsobů, jak to udělat:
- žebřík;
- půlměsíc;
- obráceně.
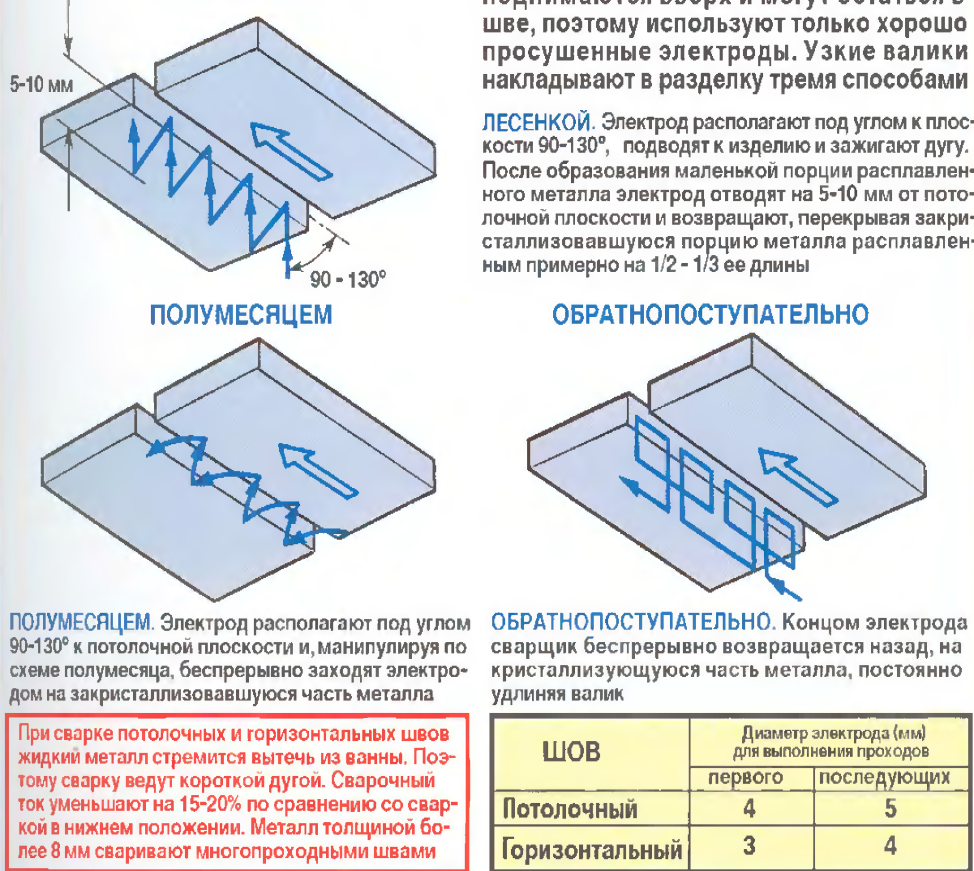
Stropní kloub je považován za nejobtížnější
Video: vytvoření stropního švu
Vertikální
Při vytváření takového švu můžete vést elektrodu shora dolů nebo zdola nahoru. Aby kov nevytékal, měla by být elektroda umístěna v úhlu 45-50 stupňů dolů od kolmé polohy. Zkušení svářeči doporučují tento šev zhotovit najednou.
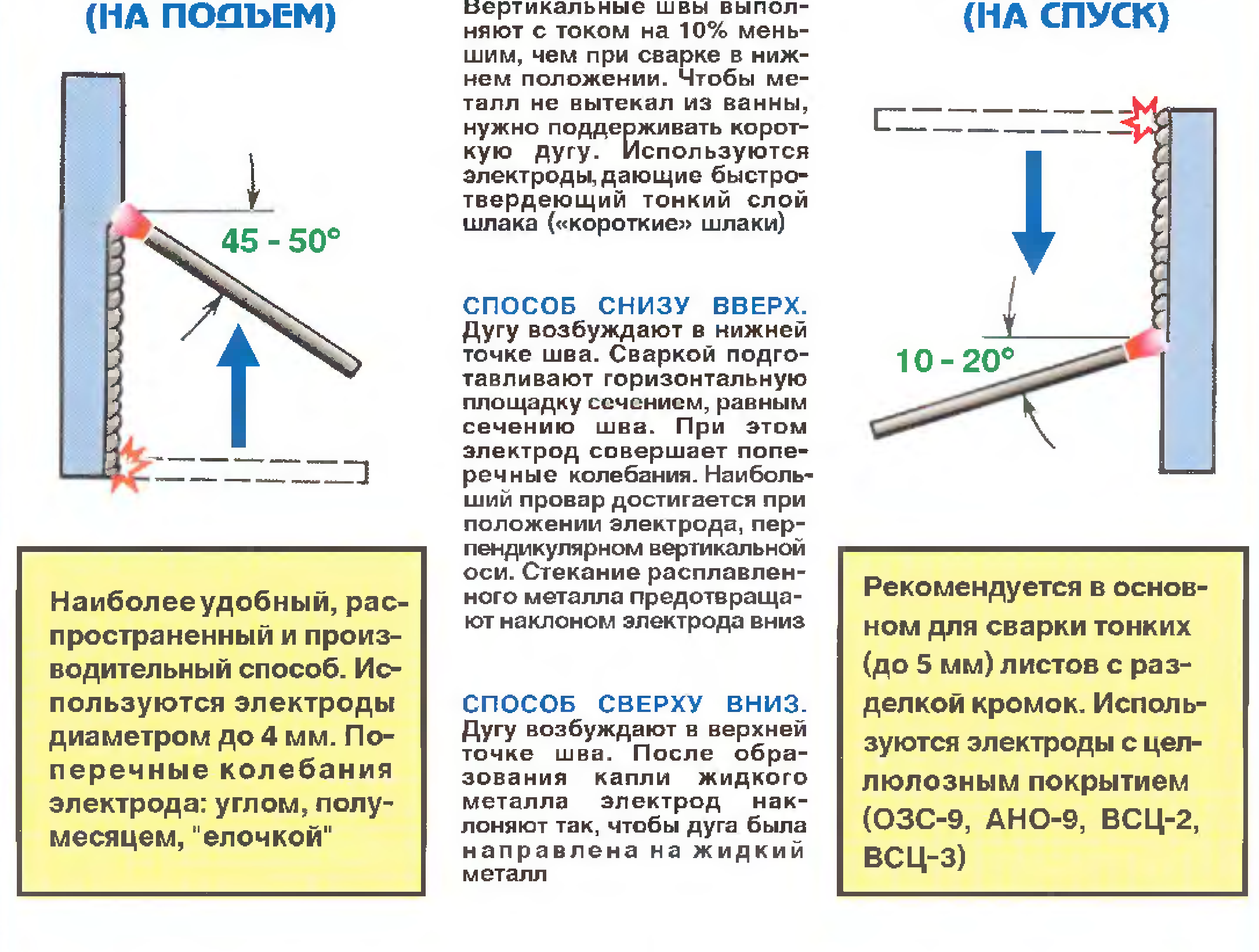
Při provádění svislého švu je elektroda umístěna v úhlu 45 - 50 stupňů
Video: svislý šev
23.03
Horizontální šev
Při provádění takového švu spočívá hlavní problém v toku kovu dolů. Pro vyřešení tohoto problému musí svářeč zvolit úhel elektrody a rychlost průchodu. Svařování se provádí zleva doprava nebo zprava doleva.
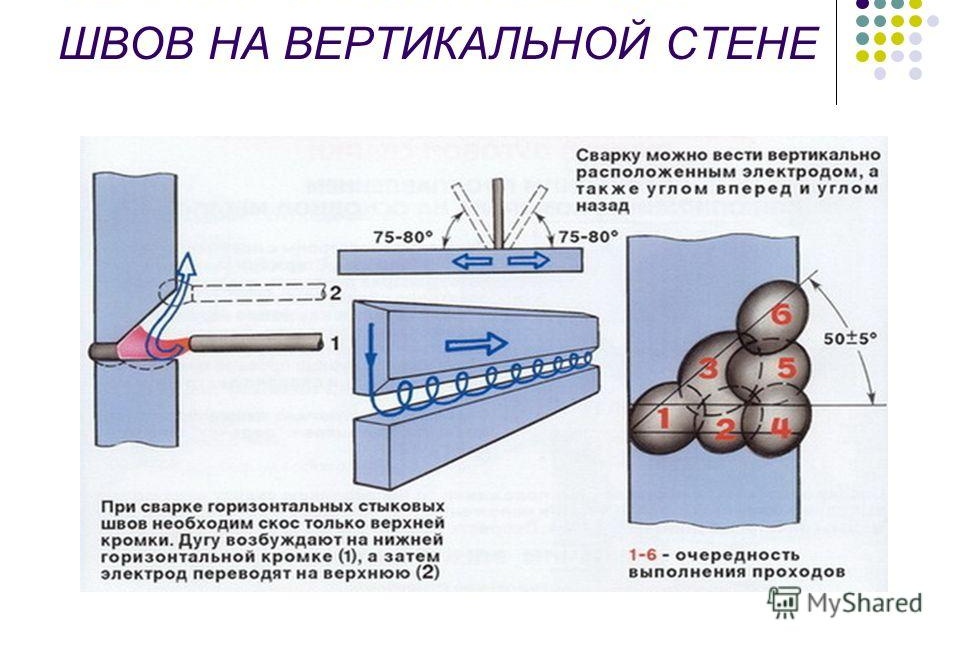
Při provádění vodorovného švu musíte správně zvolit úhel elektrody a rychlost průchodu
Úhlové
Při tvarování zaoblení nebo T-spojů jsou díly umístěny lodí v různých úhlech, takže roztavený kov proudí do rohu. Poté jsou zachyceny svařováním na obou stranách, jedna hrana struktury by měla být o něco vyšší než druhá. Pohyb elektrody začíná od spodního bodu.
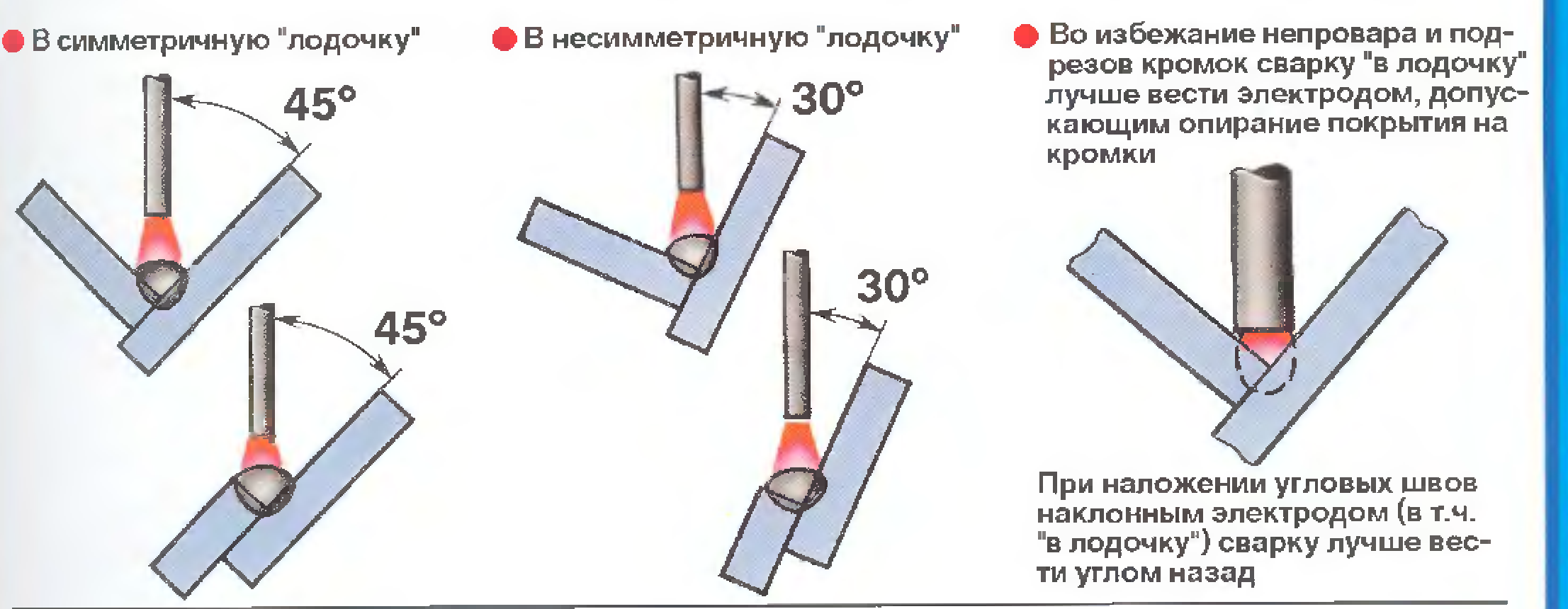
Při svařování v úhlu začíná pohyb elektrod odspodu
Vlastnosti svařování potrubí
Obloukovým svařováním můžete vytvořit svislý šev, který je umístěn na boku trubky, vodorovně - po jeho obvodu. Stejně jako strop a spodní, umístěné, respektive, nad a pod. Navíc je posledně jmenovaný považován za nejpohodlnější při provádění. Ocelové trubky jsou obvykle svařovány na tupo s povinným průnikem všech hran podél výšky stěn. Pro snížení přítoku uvnitř trubky je vybrán úhel sklonu elektrody ne více než 45 ° vzhledem k horizontále. Výška švu je 2-3 mm, šířka je 6-8 mm. Při svařování v páse je výška švu asi 3 mm a šířka je 6 až 8 mm.
Než začneme vařit trubku elektrickým svařováním, provádíme přípravné práce:
- důkladně vyčistěte předmět;
- pokud jsou konce trubky zdeformovány, odříznuty nebo narovnány;
- Vyčistěte okraje. Čistíme minimálně 10 mm vnějších a vnitřních rovin sousedících s okraji potrubí kovovým leskem.
Nyní můžete začít svařovat. Všechny spoje jsou zpracovávány průběžně, a to až do úplného svařování. Rotační i nerotační trubkové spoje o šířce stěny do 6 mm se vyrábějí nejméně ve 2 vrstvách. Při šířce stěny 6-12 mm se provádějí tři vrstvy, více než 19 mm - čtyři. Zvláštností svařování trubek je to, že každý šev, který se aplikuje na spoj, musí být očištěn od strusky, po které se provede následující. První šev je nejvíce odpovědný. Měl by zcela roztavit všechny hrany a otupení. Je speciálně pečlivě vyšetřena na detekci trhlin. Pokud jsou přítomny, jsou taveny nebo krájeny a fragment je znovu vařen.

Konečná vrstva je co nejhladší s hladkým přechodem na základní kov
Druhá a všechny následující vrstvy se provádějí pomalým otáčením trubky. Konec a začátek všech vrstev jsou nutně posunuty vzhledem k předchozí vrstvě o 15-30 mm. Konečná vrstva se provádí hladkým přechodem na základní kov a rovným povrchem. Pro zlepšení kvality svařování trubek elektrickým svařováním se každá následující vrstva provádí v opačném směru vůči předchozímu a jejich uzavírací body musí být umístěny odděleně.
Vlastní svařování je poměrně komplikovaný úkol. Nicméně, pokud si přejete, můžete jej stále ovládat. Musíte se naučit základní pravidla procesu a postupně se naučit provádět nejjednodušší cvičení. Není třeba šetřit čas a energii na zvládnutí základů, které se stanou základem mistrovství. Následně bude možné odvážně přejít ke složitějším technikám a zdokonalovat vaše dovednosti.
Materiál aktualizován 03.03.2018


5 komentářů