Koken met lassen: een complete gids voor beginners

Een lasnaad is een van de meest betrouwbare manieren om onderdelen met elkaar te verbinden. Het wordt gebruikt in de industrie en in het dagelijks leven. Elke thuisvakman gebruikt af en toe lassen. Nou, als hij zelf kan koken, maar vaak naar specialisten moet. Maar lassen is heel goed te leren. Je moet beginnen met het eenvoudigste: elektrisch lassen voor beginners is in de eerste plaats training in de implementatie van verschillende naden. Complexer werk kan alleen worden gedaan met ervaring. Laten we eens kijken naar de basisprincipes van technologie en enkele trucs van het lasproces, evenals de gebruikte apparatuur en materialen.
Inhoud
Soorten lasmachines
Voor de juiste keuze van een lasmachine is het noodzakelijk rekening te houden met alle voor- en nadelen van verschillende soorten en modellen lassers.
Transformers - de eenvoudigste en meest traditionele apparaten, vrij zwaar in gewicht, gemaakt op basis van een step-down transformator, die de spanningswaarde op de vereiste bedrijfswaarde brengt. Een kenmerk van transformatoren is dat ze werken op wisselstroom, waardoor er een onstabiele boog ontstaat. In combinatie met een verhoogde hoeveelheid slakken- en gasverontreinigingen, bevordert een dergelijke boog het verspuiten van metaal en bederft het het uiterlijk van de naad. Een hoogwaardige naad met een dergelijk apparaat kan worden gemaakt door een ervaren lasser met vaardigheden op een transformator.

Eenvoudige machine aangedreven door wisselstroom
Gelijkrichters - lassers die wisselstroom kunnen omzetten om de netwerkspanning te richten en te verlagen met behulp van halfgeleiderdiodes. Gelijkstroom geeft een stabiele boog en stelt u in staat de las gelijkmatig en strak, sterk en mooi te maken. De gelijkrichter is universeel, alle soorten elektroden zijn ervoor geschikt, alle soorten metalen kunnen met dit apparaat worden gekookt: roestvrij staal, aluminium, koper, titanium, verschillende legeringen.

Een universeel lasapparaat geschikt voor alle soorten elektroden
Omvormers - Ze zijn erg populair omdat ze licht van gewicht, uitstekend in functionaliteit zijn en geautomatiseerde instellingen hebben. Met dergelijke technische kenmerken kunnen beginners eraan werken. Het ontwerp van het apparaat omvat een aantal eenheden die de wisselstroom van het netwerk omzetten in gelijkstroom met hoog vermogen. Het voordeel van dit type lassers is:
- de mogelijkheid om af te stemmen;
- het uitvoeren van een breed scala aan taken;
- stabiele boog;
- weerstand tegen stroompieken;
- hoge kwaliteit van het lassen, gladde naad;
- werk met alle soorten elektroden;
- verbinding van alle soorten metalen van elke dikte en positie in de ruimte.
- Het heeft extra functies die voorkomen dat de elektrode blijft plakken en de traan valt;
- de mogelijkheid om de elektrode te ontsteken bij maximale stroomtoevoer;
Van de minnen kan worden opgemerkt:
- de noodzaak van frequente stofverwijdering;
- beperkte kabellengte gelijk aan 2,5 m;
- het onvermogen om te werken bij luchttemperaturen onder - 15 graden.

Omvormer geschikt voor beginnende lassers
Halfautomatische apparaten - Er zijn twee soorten. De eerste verhogen de lasproductiviteit door continue draadaanvoer. In dit geval is het niet nodig om de elektroden constant te vervangen. De naad is glad, continu en zonder gebreken. De tweede werken in een gasvormige omgeving, hiervoor gebruiken ze zuurstof, stikstof en kooldioxide, evenals argon en helium. Gaslassen heeft de volgende voordelen:
- één unit is ontworpen om te werken met zowel gas als draad;
- uitstekende kwaliteit en esthetiek van de naad;
- stabiele gladde boog;
- hoge functionaliteit;
- de mogelijkheid om complexe verbindingen te lassen.

Met deze machine kunt u een las van hoge kwaliteit maken
Wat is er nodig voor het werk van een beginnende lasser
Allereerst moet je uitrusting en overall voorbereiden.
Gereedschap en beschermingsmiddelen
Je hebt zeker een lasmachine, een set elektroden, een hamer en een beitel voor het karnen van slakken, een metalen borstel voor het reinigen van de naden nodig. Een elektrische houder wordt gebruikt om de elektrode vast te klemmen, vast te houden en stroom te leveren. Er is ook een set sjablonen nodig om de grootte van de naad te controleren. De diameter van de elektrode wordt gekozen afhankelijk van de dikte van de metaalplaat. Vergeet de bescherming niet. We bereiden een lasmasker voor met een speciaal lichtfilter dat geen infraroodstralen doorlaat en de ogen beschermt. Schermen en schilden hebben dezelfde functie. Dekzeilpak, bestaande uit een jas met lange mouwen en gladde broek zonder revers, leren of vilten schoenen ter bescherming tegen metaalspetters en handschoenen of wanten, canvas of suède met een overlap op de mouwen. Dergelijke directe, gesloten kleding voorkomt dat de lasser gesmolten metaal op zijn lichaam krijgt.
Er zijn speciale beschermingsmiddelen die worden gebruikt om op hoogte en in metalen voorwerpen te werken bij het werken in buikligging. In dergelijke gevallen heeft u diëlektrische laarzen, een helm, handschoenen, een kleed, kniebeschermers, armleuningen nodig en voor lassen op grote hoogte heeft u een veiligheidsgordel met riemen nodig.

Welke elektroden te kiezen
Elektroden zijn er in verschillende soorten en merken. Dit komt door de noodzaak om het metaal van de verbonden onderdelen en dezelfde metalen elektrode te selecteren.
Elke elektrode heeft een markering die de lasser alle nodige informatie geeft. Markeringen leren lezen is eenvoudig.
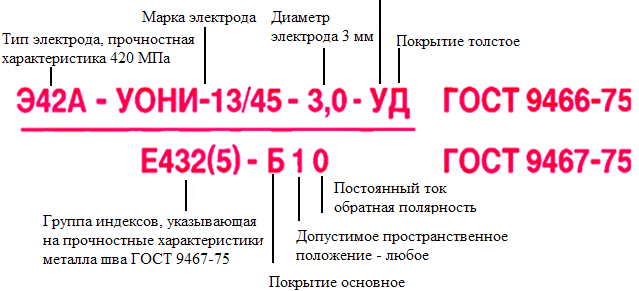
Speciale markeringen zijn aangegeven op de elektroden.
Vaak zijn ze bedekt met verschillende coatings bovenop, wat de elektroden de eigenschappen geeft die nodig zijn voor het lassen van verschillende metalen en werkomstandigheden. Hier is een tabel met de classificatie van elektroden op type coating en toepassingskenmerken.
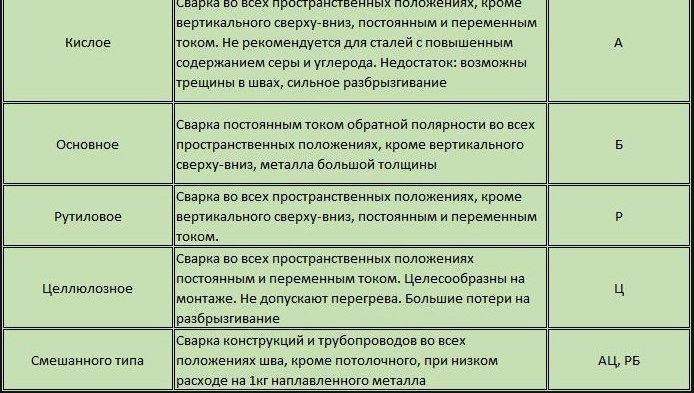
Speciale coating geeft de elektroden speciale eigenschappen die nodig zijn voor het lassen van verschillende metalen
De classificatie van elektroden naar type en doel wordt weerspiegeld in de productetikettering.
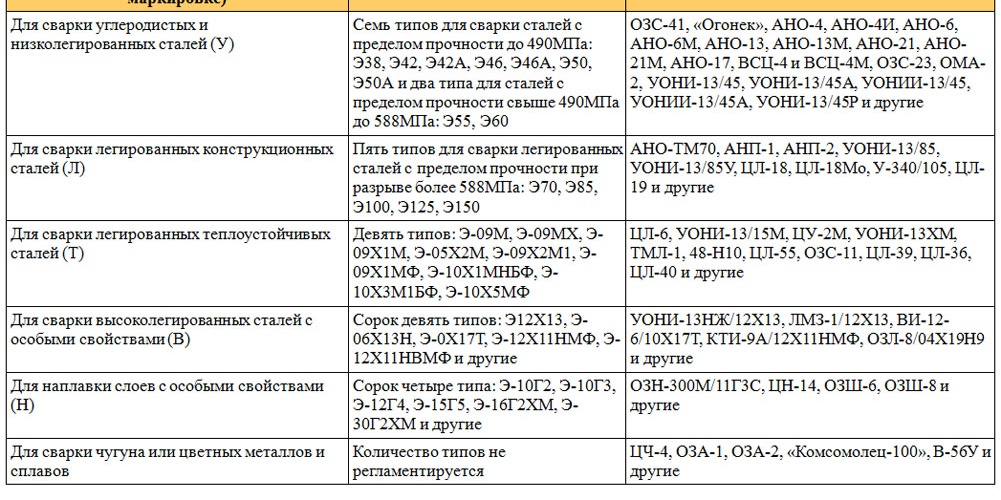
Elektroden variëren in type en doel.
Soorten lassen
Verbindende lassen zijn verdeeld door locatie, sterkte, technologie, ontwerpkenmerken. Soorten locatie van naden:
- Lager. Het eenvoudigste en handigste, dankzij de zwaartekracht, vult het metaal de opening tussen de onderdelen. Dit is de meest duurzame en economische naad.
- Horizontaal. De werkstukken staan loodrecht op de elektrode en de naad loopt horizontaal. Een deel van het metaal verlaat de laszone en de elektrode wordt sneller verbruikt.
- Verticaal.In dit geval staan de werkstukken ook loodrecht op de elektrode, maar wordt de naad verticaal gevormd. Het gesmolten metaal neigt naar beneden, het elektrodeverbruik is aanzienlijk.
- Geneigd zijn. De beweging van de hand van de lasser is schuin. Het wordt gebruikt voor hoek- en T-verbindingen.
- De plafondnaad bevindt zich boven de master.
Scheiding ontwerp:
- Butt Het stompe gewricht is vrij duurzaam en economisch, het vervormt het gewrichtsoppervlak niet. Dit is een universele verbinding.
- Laplasdelen wanneer er niet genoeg ruimte is voor een stomplas. De dikte van de werkstukken mag niet meer zijn dan 8-10 mm.
- Het wordt aanbevolen om de hoeklas aan beide zijden te lassen, terwijl de werkstukken onder een hoek ten opzichte van elkaar staan. Deze naad is niet gemakkelijk uit te voeren vanwege de vergroting van de door hitte beïnvloede zone en het hoge verbruik van de elektrode.
- De T-voeg is een hoeknaad waarbij de vlakken van de onderdelen loodrecht worden gelast. De naad is aan twee kanten gevormd, het is vrij ingewikkeld.
- Een naad voor elektrische klinknagels wordt gebruikt wanneer een luchtdichte naad niet nodig is, het is de meest economische en onopvallende.
Lassen kan in één laag of in meerdere lagen voor dikke werkstukken.
Hoe te leren koken door lassen - een beginnershandleiding
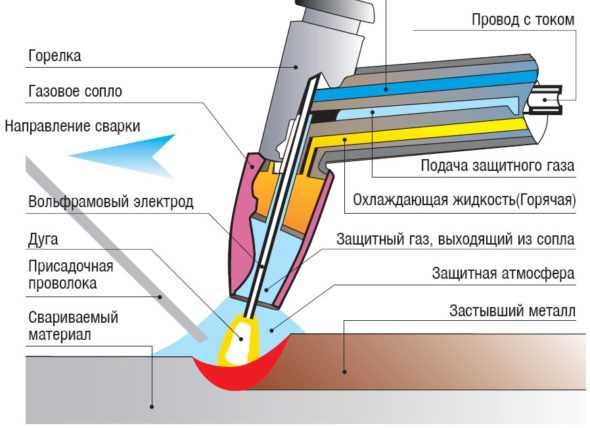
Lassen is een proces bij hoge temperatuur. Voor de implementatie wordt een elektrische boog gevormd en vastgehouden van de elektrode naar het gelaste product. Onder zijn invloed smelten het basismateriaal en de metalen staaf van de elektrode. Specialisten zeggen dat er een laspool wordt gevormd, waarin de basis en het elektrodemetaal worden gemengd. De grootte van het gevormde bad hangt direct af van de geselecteerde lasmodus, ruimtelijke positie, boogsnelheid, vorm en grootte van de rand, enz. Gemiddeld is de breedte 8-15 mm, lengte 10-30 mm en diepte - ongeveer 6 mm.
De coating van de elektrode, de zogenaamde coating, vormt tijdens het smelten een speciale gaszone in het gebied van de boog en boven het bad. Het verplaatst alle lucht uit het lasgebied en voorkomt de interactie van gesmolten metaal met zuurstof. Bovendien bevat het paren van zowel basis- als elektrodemetalen. Boven op de las wordt slak gevormd, wat ook de interactie van de smelt met lucht voorkomt, wat de kwaliteit van het lassen negatief beïnvloedt. Na de geleidelijke verwijdering van de elektrische boog begint het metaal te kristalliseren en wordt een naad gevormd die de gelaste delen combineert. Daar bovenop zit een beschermende laag slak, die vervolgens wordt verwijderd.

Tijdens het lassen wordt de elektrodecoating gesmolten, waardoor een speciale gaszone ontstaat. Binnenin mengen het basismetaal en de elektrode
Beginnende lassers kunnen het beste de eerste ervaring opdoen onder begeleiding van een specialist die eventuele fouten kan corrigeren en nuttig advies kan geven. Begin met werken door het onderdeel betrouwbaar vast te zetten. Voor brandveiligheid moet u een emmer water bij u in de buurt plaatsen. Om dezelfde reden is het onmogelijk om laswerk op een houten basis uit te voeren en zelfs zeer kleine resten van de gebruikte elektrode te negeren.
Aansluiting lasmachine
Om lassen veilig te laten werken, moet u de machine op het netwerk aansluiten, met inachtneming van de volgende regels:
- Eerst moet u de spanning en stroomfrequentie controleren. Deze gegevens moeten hetzelfde zijn op het netwerk en op het apparaat.
- We hebben de berekende waarde van het huidige vermogen op het lasapparaat ingesteld, dat moet overeenkomen met de geselecteerde elektrodediameter. Als u met het instelblok voor lasser de spanning kunt selecteren, moet u deze meteen instellen. De verbinding wordt gemaakt via een speciale stekker en een aardingslip.
- Bevestig de grondklem stevig. Controleer of de kabel is geïsoleerd en zorgvuldig in een speciale houder is gestopt.
- Zorg ervoor dat u alle verbindingen, kabels en stekkers controleert.
- U kunt een speciale verlengkabel gebruiken die wordt aangesloten zonder tussenverbindingen.
- In oudere huizen met slechte bedrading kunnen spanningsdalingen optreden. Het stopt het proces en kan de lasapparatuur beschadigen. In dit geval heeft u een elektrische generator nodig die op bedrijfsniveau spanning levert.
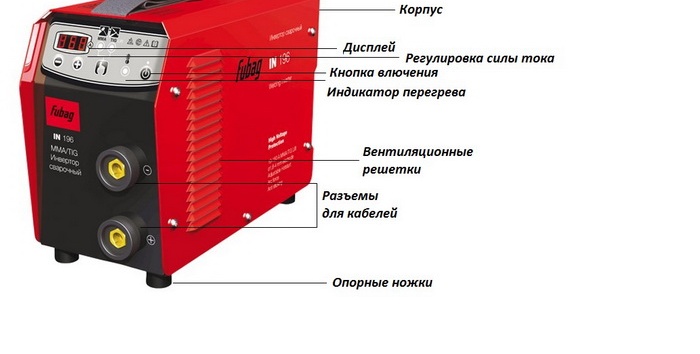
Het lasapparaat is eenvoudig
Hoe u de juiste stroom kiest
Lasstroom is een belangrijke indicator voor lassen en bepaalt het type en de aard van de naad en de prestaties van het werk. Hoe hoger de stroom, hoe stabieler de boog en hoe groter de penetratiediepte. De huidige sterkte hangt af van de locatie van de werkstukken in de ruimte en van de grootte van de elektrode. De hoogste waarde is ingesteld voor het lassen van horizontale werkstukken. Voor verticale voegen wordt de huidige waarde met 15% minder toegepast en voor plafondverbindingen - met 20%.
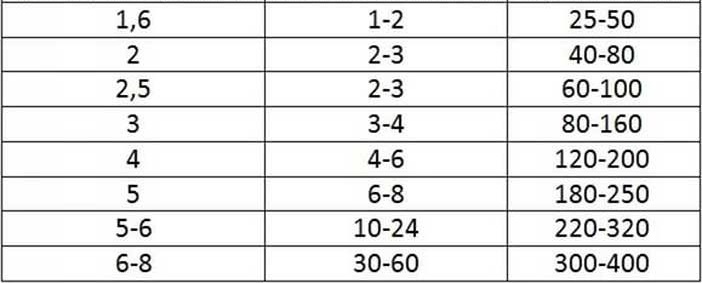
De huidige sterkte is afhankelijk van de locatie van de werkstukken en de grootte van de elektrode
Een boog aansteken
De eerste manier is door aan te raken. Installeer hiervoor de elektrode onder een hoek van ongeveer 60 ° ten opzichte van het product. Houd ze langzaam op het oppervlak. Er zouden vonken moeten verschijnen, nu raken we het metaal met de elektrode aan en brengen het omhoog tot een hoogte van niet meer dan 5 mm.
Als de bewerking correct is uitgevoerd, gaat de boog branden. Tijdens het lassen moet een ruimte van vijf millimeter worden aangehouden. Houd er rekening mee dat bij correct lassen van metaal door elektrisch lassen de elektrode geleidelijk zal uitbranden, zodat deze constant iets dichter bij het metaal is. De elektrode moet langzaam worden bewogen, als hij plotseling blijft plakken, moet je hem lichtjes opzij zwaaien. Als de boog niet ontsteekt, kan het nodig zijn om de huidige sterkte te verhogen.
De tweede manier is opvallend. Het is noodzakelijk om de elektrode naar het oppervlak van het werkstuk te brengen en op het onderdeel te slaan, alsof je een lucifer aansteekt. Het is mogelijk om de ontsteking van de elektrode te vergemakkelijken door vanaf de rand te pleisteren.
Tilt en beweging van de elektrode
Nadat het mogelijk is om de boog zonder problemen te ontsteken en te onderhouden, is het tijd om door te gaan met het smelten van de rol. We verlichten de boog, bewegen de elektrode langzaam en soepel horizontaal en voeren lichte oscillerende bewegingen uit. Tegelijkertijd lijkt het gesmolten metaal tot in het midden van de boog te 'pakken'. Het resultaat moet een sterke naad zijn met kleine golven gevormd door het lasmetaal.
De hoek van de elektrode voor een beginnende lasser is beter om ongeveer 70 graden te observeren, dat wil zeggen met een kleine afwijking van de verticaal. Hieronder is een diagram van het booglassen.
De hoek van de elektrode is ongeveer 70 graden
Als de elektrode tijdens het lassen van onderdelen bijna volledig is opgebrand en de naad nog niet is voltooid, wordt het werk tijdelijk stopgezet. We veranderen het gebruikte element in een nieuw, verwijderen de slak en gaan door met werken. Op een afstand van ongeveer 12 mm van de uitsparing aan het einde van de naad, ook wel de krater genoemd, ontsteken we de boog. We brengen de elektrode naar de uitsparing zodat er een legering wordt gevormd uit het metaal van de oude en nieuw geïnstalleerde elektrode, waarna het lassen van de naad doorgaat.

Tijdens het lassen maakt de elektrode bepaalde bewegingen, voornamelijk translationeel, longitudinaal en transversaal. Uit hun combinaties zijn verschillende soorten naden gemaakt, de meest voorkomende worden weergegeven in het diagram
De baan van de boog tijdens het lassen van onderdelen kan in drie richtingen worden gemaakt:
- Progressief. Aangenomen wordt dat de boog langs de as van de elektrode beweegt. Het is dus gemakkelijk genoeg om een stabiele booglengte te behouden.
- Longitudinaal. Het vormt een filament-lasrol, waarvan de hoogte afhangt van de snelheid waarmee de elektrode beweegt en de dikte ervan. Dit is een gewone naad, maar erg dun. Om dit te verhelpen, worden tijdens het verplaatsen van de elektrode langs de lasnaad ook dwarsbewegingen uitgevoerd.
- Dwars. Sta toe dat u de gewenste naadbreedte krijgt. Het wordt uitgevoerd door oscillerende bewegingen. Hun breedte wordt geselecteerd op basis van de grootte en positie van de naad, de vorm van het snijden, enz.
In de praktijk worden alle drie de hoofdbewegingen gebruikt, die op elkaar liggen en een bepaald traject vormen. Er zijn klassieke opties, maar elke meester 'ziet' meestal zijn eigen handschrift. Het belangrijkste is dat tijdens het werk de randen van de verbonden elementen goed worden gesmolten en een naad met een bepaalde vorm wordt verkregen.
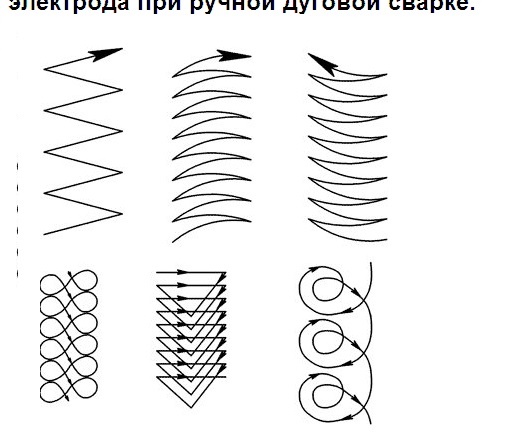
In de regel worden alle drie de richtingen toegepast, ze kunnen elkaar overlappen en een pad vormen
Lasnaden
Plafondlas
Deze naad wordt als de moeilijkste beschouwd, omdat het lasbad ondersteboven is en zich boven de lasser bevindt. De elektrode is niet meer dan 4 mm geselecteerd en wordt iets opzij genomen, zodat het metaal zich niet verspreidt. Gebruik een korte boog en volledig droge elektroden, de naad tijdens plafondlassen moet dun zijn. De beweging vindt plaats op zichzelf, dus het is voor de lasser gemakkelijker om de kwaliteit van de naad te controleren. U kunt dit op verschillende manieren doen:
- ladder;
- halve maan;
- omgekeerd.
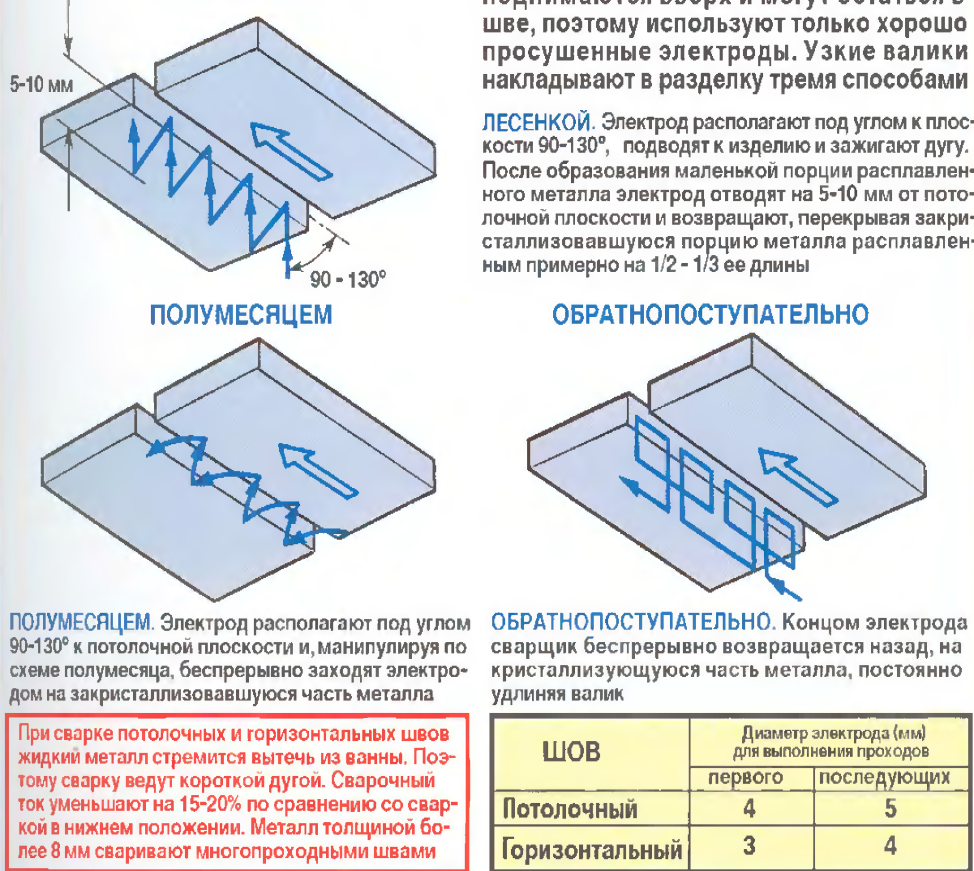
Plafondverbinding wordt als de moeilijkste beschouwd
Video: een plafondnaad maken
Verticaal
Bij het maken van zo'n naad kunt u de elektrode van boven naar beneden of van onder naar boven leiden. Om te voorkomen dat het metaal wegvloeit, moet de elektrode onder een hoek van 45-50 graden vanaf de loodrechte positie worden geplaatst. Ervaren lassers raden aan om deze naad in één keer te maken.
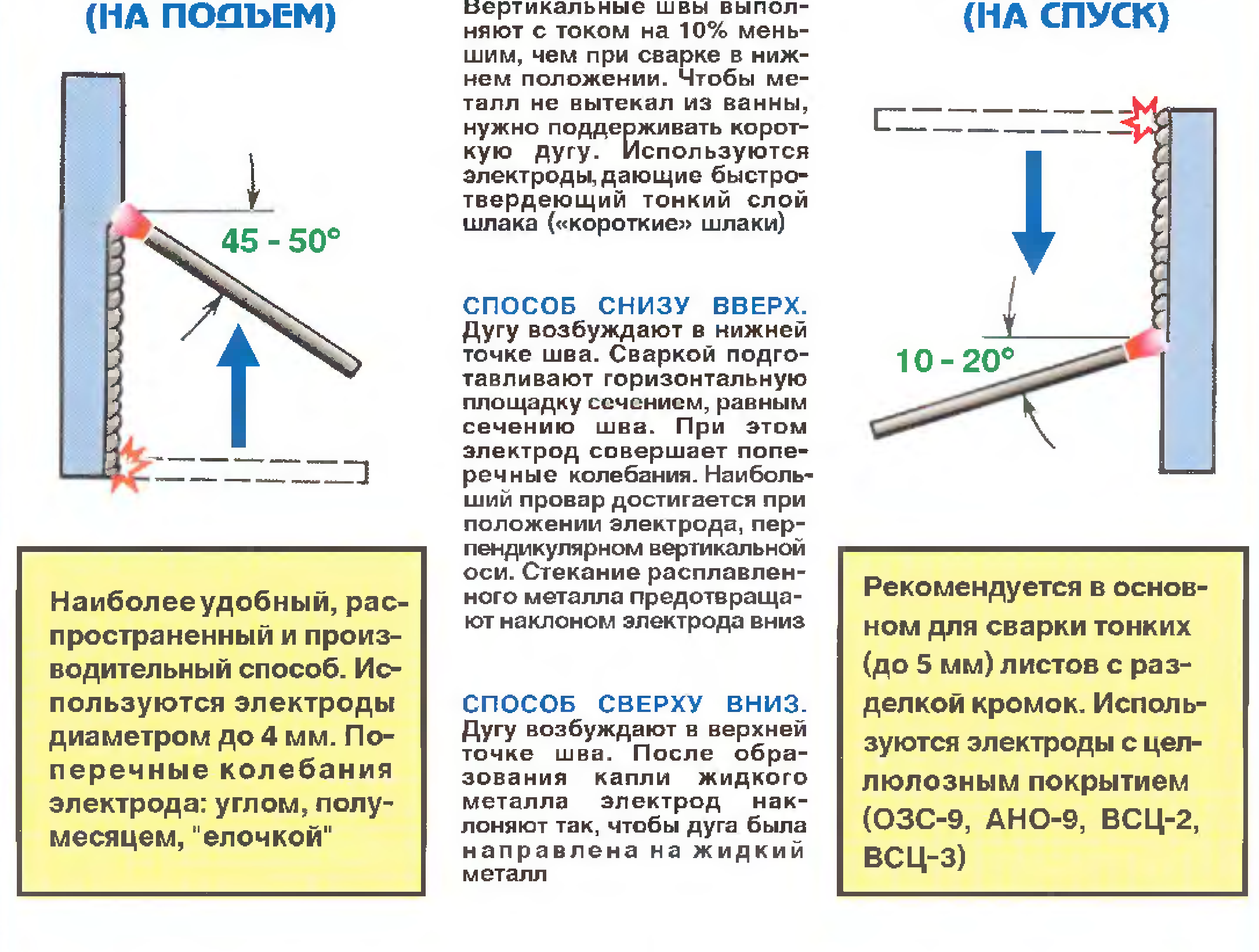
Bij het uitvoeren van een verticale naad bevindt de elektrode zich in een hoek van 45-50 graden
Video: verticale naad
23.03
Horizontale zoom
Bij het uitvoeren van zo'n naad ligt de grootste moeilijkheid in de stroom van metaal naar beneden. Om dit probleem op te lossen, moet de lasser de hoek van de elektrode en de doorlaatsnelheid kiezen. Het lassen wordt uitgevoerd van links naar rechts of van rechts naar links.
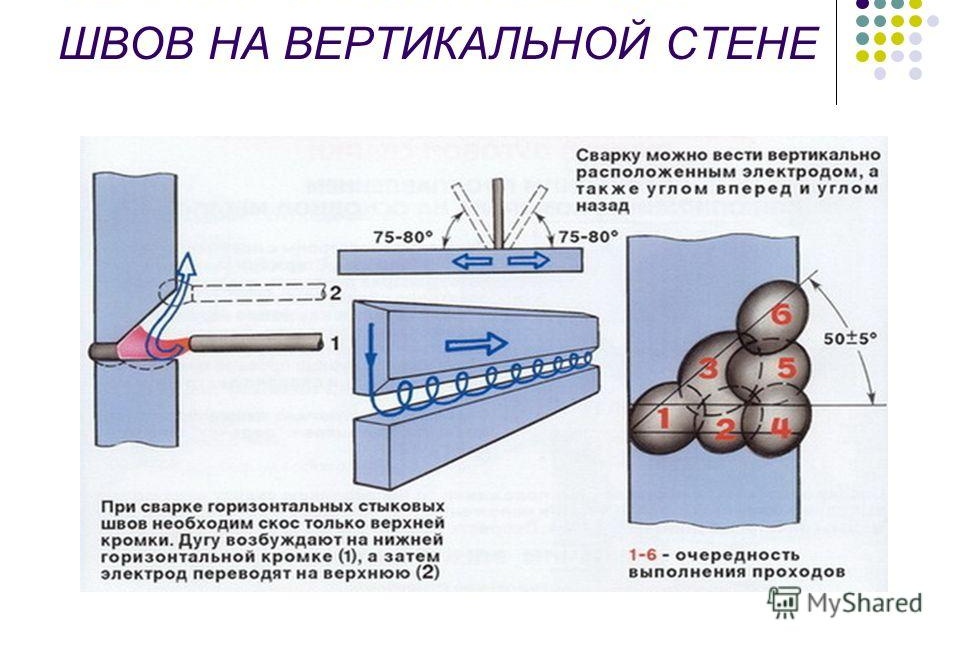
Bij het uitvoeren van een horizontale naad moet u de hoek van de elektrode en de doorvoersnelheid correct selecteren
Hoekig
Bij het vormen van hoek- of T-verbindingen worden de onderdelen onder verschillende hoeken door de boot gepositioneerd zodat het gesmolten metaal in een hoek stroomt. Vervolgens worden ze opgevangen door aan beide zijden te lassen, de ene rand van de structuur moet iets hoger zijn dan de andere. De beweging van de elektrode begint vanaf het onderste punt.
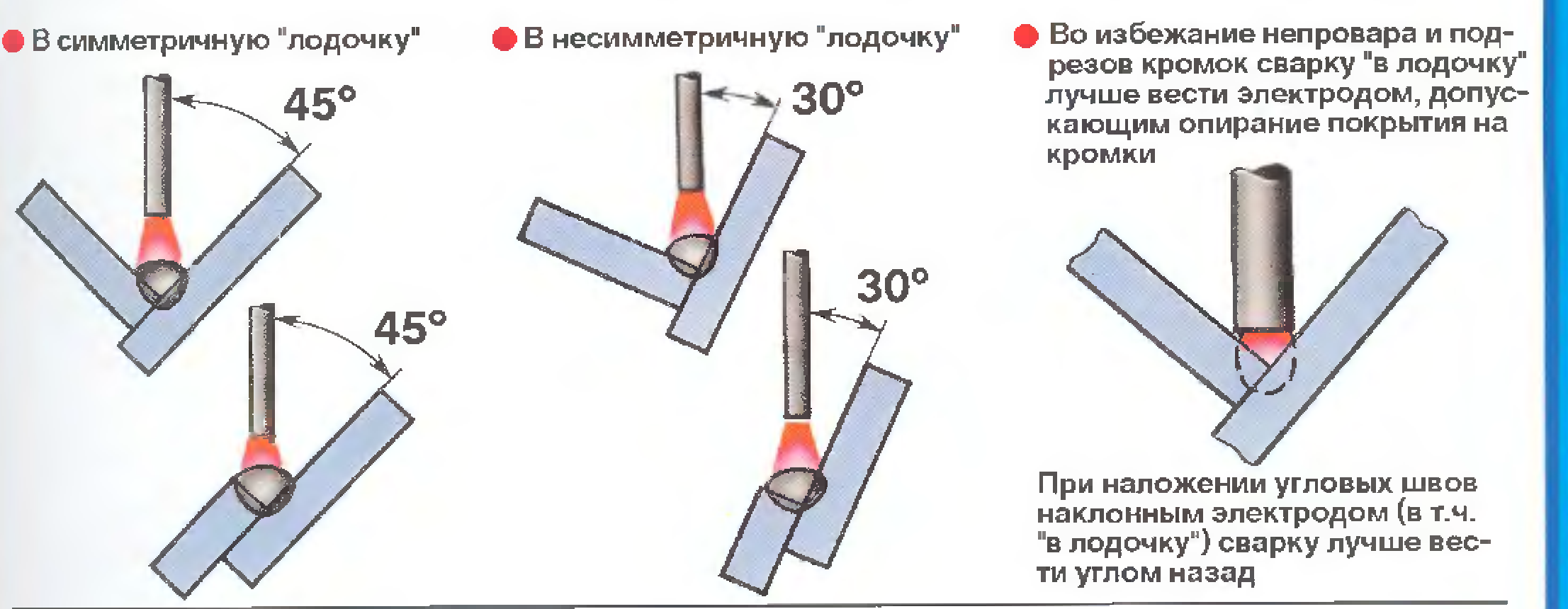
Bij hoeklassen begint de elektrodebeweging vanaf de onderkant
Kenmerken van pijpleidinglassen
Door booglassen kunt u een verticale naad maken, die zich aan de zijkant van de buis horizontaal bevindt - langs de omtrek. Evenals het plafond en de bodem, respectievelijk boven en onder. Bovendien wordt de laatste beschouwd als de meest geschikte uitvoering. Stalen buizen worden meestal stompgelast met verplichte penetratie van alle randen langs de hoogte van de muren. Om de instroom in de buis te verminderen, wordt een hellingshoek van de elektrode van niet meer dan 45 ° ten opzichte van de horizontaal gekozen. De hoogte van de naad is 2-3 mm, de breedte is 6-8 mm. Bij laplassen is de hoogte van de naad ongeveer 3 mm en de breedte 6-8 mm.
Voordat we beginnen met het koken van de buis door elektrisch lassen, voeren we voorbereidend werk uit:
- maak het item grondig schoon;
- als de uiteinden van de buis vervormd zijn, snij ze dan of maak ze recht;
- maak de randen schoon. We reinigen minimaal 10 mm van de buiten- en binnenvlakken naast de buisranden tot een metaalachtige glans.
Nu kunt u beginnen met lassen. Alle verbindingen worden continu verwerkt tot aan het lassen. Zowel roterende als niet-roterende buisverbindingen met een wandbreedte tot 6 mm worden in minimaal 2 lagen geproduceerd. Met een wandbreedte van 6-12 mm worden drie lagen uitgevoerd, meer dan 19 mm - vier. Het bijzondere van pijplassen is dat elke naad die op de verbinding wordt aangebracht, moet worden ontdaan van slak, waarna het volgende wordt uitgevoerd. De eerste naad is het meest verantwoordelijk. Het zou alle randen en botten volledig moeten smelten. Het wordt vooral zorgvuldig onderzocht op scheurdetectie. Als ze aanwezig zijn, worden ze gesmolten of wordt een stuk gekapt en opnieuw gebrouwen.

De laatste laag is zo glad mogelijk met een vloeiende overgang naar het basismetaal
De tweede en alle volgende lagen worden uitgevoerd door de buis langzaam te draaien. Het einde en het begin van alle lagen zijn noodzakelijkerwijs 15-30 mm verschoven van de vorige laag. De laatste laag wordt uitgevoerd met een vloeiende overgang naar het basismetaal en met een plat oppervlak. Om de kwaliteit van het pijplassen door elektrisch lassen te verbeteren, wordt elke volgende laag in de tegenovergestelde richting uitgevoerd ten opzichte van de vorige en moeten hun sluitpunten uit elkaar worden geplaatst.
Zelflassen is een nogal gecompliceerde onderneming. Maar als je wilt, kun je het nog steeds beheersen. Je moet de basisregels van het proces leren en geleidelijk leren om de eenvoudigste oefeningen uit te voeren. Het is niet nodig om tijd en energie te sparen om de basis onder de knie te krijgen, wat de basis van meesterschap zal worden. Vervolgens is het mogelijk om dapper door te gaan naar meer complexe technieken, waarbij je je vaardigheden aanscherpt.
Materiaal bijgewerkt 03.03.2018


5 opmerkingen