Как да готвя със заваряване: пълно ръководство за начинаещи

Заваръчен шев е един от най-надеждните начини за свързване на части. Използва се в промишлеността и в ежедневието. Всеки домашен майстор използва заваряване от време на време. Е, ако той знае как сам да готви, но често трябва да се обръща към специалисти. Но заваряването е напълно възможно да се научи. Трябва да започнете с най-простото нещо: електрическото заваряване за начинаещи е, на първо място, обучение за изпълнение на различни шевове. По-сложната работа може да се извърши само с опит. Нека разгледаме основите на технологията и някои трикове на процеса на заваряване, както и използваното оборудване и материали.
съдържание
Видове заваръчни машини
За правилния избор на заваръчна машина е необходимо да се вземат предвид всички плюсове и минуси на различни видове и модели заварчици.
Трансформатори - Най-простите и традиционни устройства, доста тежки по тегло, направени на базата на понижаващ трансформатор, който довежда стойността на напрежението до необходимата стойност за работа. Характеристика на трансформаторите е, че те работят на променлив ток, което създава нестабилна дъга. В комбинация с увеличено количество примеси от шлака и газ, такава дъга допринася за пръскане на метал и разваля външния вид на шева. Висококачествен шев с такова устройство може да бъде направен от опитен заварчик с умения на трансформатор.

Проста машина, захранвана от променлив ток
Токоизправители - заварчици, които могат да преобразуват променлив ток за насочване и понижаване на мрежовото напрежение с помощта на полупроводникови диоди. Директният ток дава стабилна дъга и ви позволява да направите заваръчния шев хомогенен и херметичен, здрав и красив. Токоизправителят е универсален, всички видове електроди са подходящи за него, можете да готвите с този апарат всички видове метали: неръждаема стомана, алуминий, мед, титан, различни сплави.

Универсална машина за заваряване, подходяща за всички видове електроди
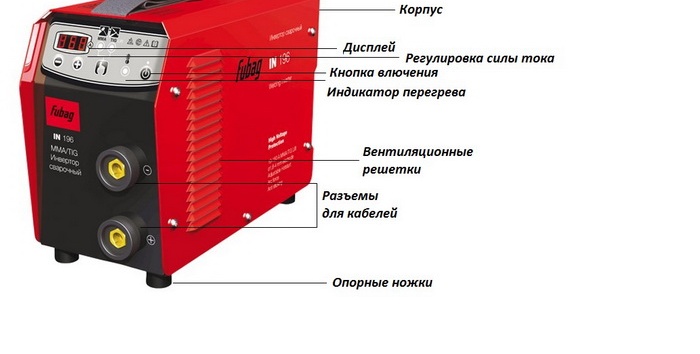
Инвертори - Те са много популярни, защото са леки, имат отлична функционалност и имат автоматизирани настройки. Подобни технически характеристики позволяват на начинаещите да работят върху него. Конструкцията на апарата включва редица единици, които преобразуват променливия ток на мрежата в постоянен ток с висока мощност. Предимството на този тип заварчици е:
- способността за фина настройка;
- изпълнение на широк спектър от задачи;
- стабилна дъга;
- устойчивост на пренапрежения на мощността;
- високо качество на заваряване, гладък шев;
- работа с всички видове електроди;
- свързване на всички видове метали с всякаква дебелина и положение в пространството.
- Той има допълнителни функции, които предотвратяват залепването на електрода и падането на разкъсване;
- възможност за подпалване на електрода при максимално подаване на ток;
От минусите може да се отбележи:
- необходимостта от често отстраняване на прах;
- ограничена дължина на кабела, равна на 2,5 m;
- невъзможността за работа при температури на въздуха под - 15 градуса.

Инвертор подходящ за начинаещи заварчици
Полуавтоматични устройства - Има два вида. Първите увеличават производителността на заваряване чрез непрекъснато подаване на тел. В този случай не е необходимо постоянно да сменяте електродите. Шевът е гладък, непрекъснат и без дефекти. Вторите работят в газообразна среда, за това използват кислород, азот и въглероден диоксид, както и аргон и хелий. Газовото заваряване има следните предимства:
- едно устройство е проектирано да работи както с газ, така и с жица;
- отлично качество и естетика на шева;
- стабилна гладка дъга;
- висока функционалност;
- способността за заваряване на сложни фуги.

С помощта на тази машина можете да направите висококачествена заварка
Какво ще се изисква за работата на начинаещ заварчик
На първо място, трябва да подготвите екипировка и гащеризони.
Инструменти и предпазни средства
Определено ще ви е необходима заваръчна машина, комплект електроди, чук и длето за шлайфане на шлака, метална четка за почистване на шевовете. Електрически държач се използва за затягане, задържане на електрода и подаване на ток към него. Нуждаем се и от набор от шаблони за проверка на размера на шева. Диаметърът на електрода се избира в зависимост от дебелината на металния лист. Не забравяйте за защитата. Ние подготвяме заваръчна маска със специален светлинен филтър, който не пропуска инфрачервени лъчи и предпазва очите. Екраните и екраните изпълняват една и съща функция. Брезентов костюм, състоящ се от сако с дълги ръкави и гладки панталони без ревера, кожени или филцови обувки за защита срещу метални пръски и ръкавици или ръкавици, платно или велур с припокриване на ръкавите. Такова пряко затворено облекло не позволява на заварчика да получи разтопен метал по тялото му.
Има специални предпазни средства, които се използват за работа на височина и вътре в метални предмети, когато се работи в легнало положение. В такива случаи ще ви трябват диелектрични ботуши, каска, ръкавици, килим, подложки за коляното, подлакътници, а за заваряване на голяма височина се нуждаете от предпазен колан с ремъци.

Какви електроди да избера
Електродите се предлагат в различни видове и марки. Това се дължи на необходимостта от избор на метала на свързаните части и същия метален електрод.
Всеки електрод има маркировка, която дава на заварчика цялата необходима информация. Да се научиш да четеш маркировки е лесно.
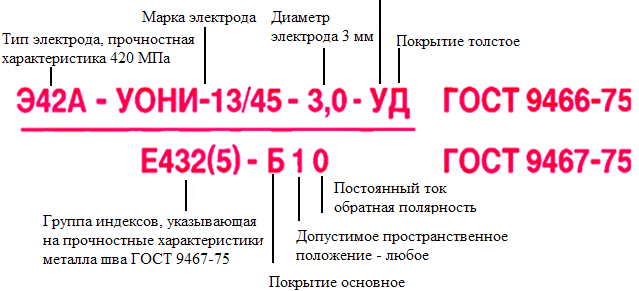
На електродите са посочени специални маркировки.
Често те са покрити с различни покрития отгоре, което дава на електродите свойствата, необходими за заваряване на различни метали и условия на работа. Ето таблица на класификацията на електродите по вид покритие и приложение.
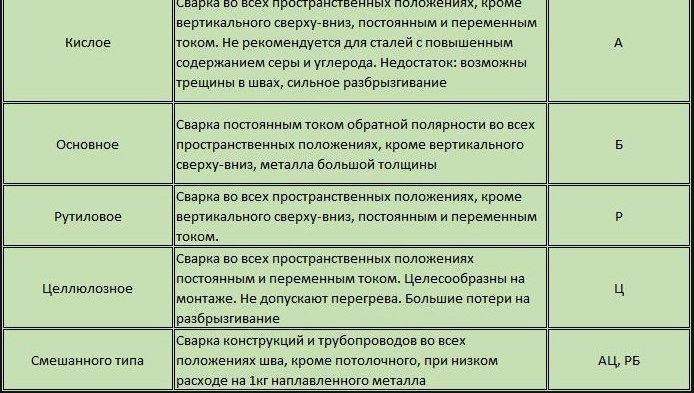
Специалното покритие придава на електродите специални свойства, необходими за заваряване на различни метали
Класификацията на електродите по вид и предназначение се отразява в етикета на продукта.
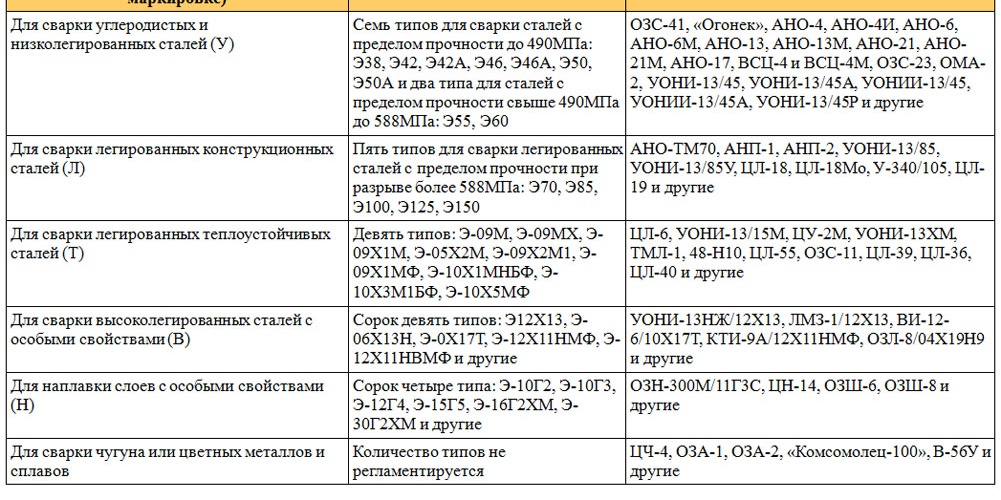
Електродите се различават по вид и предназначение.
Видове заварки
Свързващите заварки се разделят по местоположение, здравина, технология, характеристики на дизайна. Видове разположение на шевовете:
- Нисък. Най-простият и удобен, благодарение на силата на гравитацията, металът запълва празнината между частите. Това е най-издръжливият и икономичен шев.
- Хоризонтална. Заготовките са перпендикулярни на електрода и шевът протича хоризонтално. Част от метала напуска заваръчната зона и електродът се изразходва по-бързо.
- Вертикална.В този случай детайлите също са перпендикулярни на електрода, но шевът е оформен вертикално. Разтопеният метал има тенденция към намаляване, консумацията на електрод е значителна.
- Наклонени. Движението на ръката на заварчика е наклонено. Използва се за ъглови и тройни фуги.
- Таванният шев е разположен над главния.
Дизайн разделение:
- приклад Задните връзки са доста издръжливи и икономични, не изкривяват повърхността на ставата. Това е универсална връзка.
- Части за заваръчна заварка, когато няма достатъчно място за заваръчна заварка. Дебелината на детайлите не трябва да бъде повече от 8-10 мм.
- Препоръчително е да заварявате филетата от двете страни, докато детайлите са разположени под ъгъл един към друг. Този шев не е лесен за изпълнение поради увеличаването на зоната, засегната от топлината и високата консумация на електрода.
- Т-фугата е ъглов шев, където равнините на частите са заварени перпендикулярно. Шевът е оформен от две страни, той е доста сложен.
- Шев за електрически нитове се използва, когато няма нужда от херметичен шев, той е най-икономичният и незабележим.
Заваряването може да се извърши в един слой или в няколко слоя за дебели детайли.
Как да се научим да готвим чрез заваряване - Ръководство за начинаещи
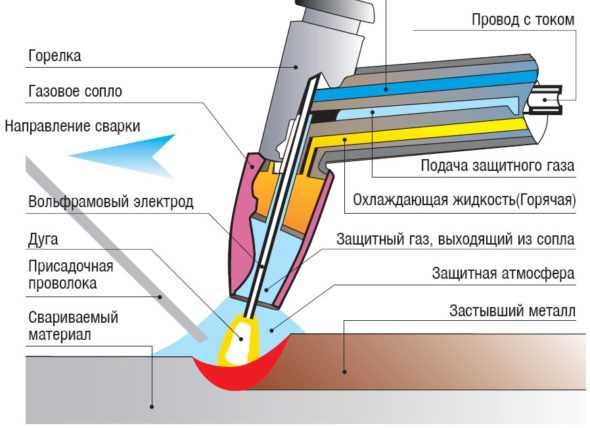
Заваряването е процес с висока температура. За неговото изпълнение се образува и задържа електрическа дъга от електрода към заварения продукт. Под неговото влияние основният материал и металната пръчка на електрода се стопяват. Специалистите казват, че се образува заваръчен басейн, в който основата и електродът са смесени. Размерът на образуваната баня директно зависи от избрания режим на заваряване, пространствено положение, скорост на дъгата, форма и размер на ръба и др. Средно ширината му е 8-15 мм, дължината 10-30 мм, а дълбочината - около 6 мм.
Покритието на електрода, така нареченото покритие, по време на топенето образува специална газова зона в областта на дъгата и над банята. Той измества целия въздух от зоната на заваряване и предотвратява взаимодействието на разтопен метал с кислород. В допълнение, тя съдържа двойки както основни, така и електродни метали. Шлака се образува отгоре на заваръчния шев, което също предотвратява взаимодействието на стопилката с въздуха, което се отразява негативно на качеството на заваряване. След постепенното отстраняване на електрическата дъга металът започва да кристализира и се образува шев, който комбинира частите, които трябва да бъдат заварени. Отгоре е защитен слой от шлака, който впоследствие се отстранява.

По време на заваряването електродното покритие се стопява, образувайки специална газова зона. Вътре в него миксът от основен метал и електрод
Най-добре е начинаещите заварчици да получат първия опит под ръководството на специалист, който може да коригира възможни грешки и да даде полезни съвети. Необходимо е да започнете работа, като надеждно фиксирате детайл. За пожарна безопасност е необходимо да поставите кофа с вода близо до вас. По същата причина е невъзможно да се извършват заваръчни работи върху дървена основа и да се пренебрегнат дори много малки остатъци от използвания електрод.
Свързване на заваръчна машина
За да работи заваръчно безопасно, трябва да свържете машината към мрежата, като спазвате следните правила:
- Първо трябва да проверите напрежението и честотата на тока. Тези данни трябва да са еднакви в мрежата и на устройството.
- Задаваме изчислената стойност на текущата мощност на заваръчната машина, която трябва да съответства на избрания диаметър на електрода. Ако блокът за настройки на заварчика ви позволява да изберете напрежението, трябва да го настроите веднага. Свързването се осъществява чрез специална тапа и заземител.
- Закрепете сигурно заземяващия терминал. Проверяваме дали кабелът е изолиран и внимателно вкаран в специален държач.
- Не забравяйте да проверите всички връзки, кабели, щепсели.
- Можете да използвате специален удължителен кабел, който се свързва без междинни връзки.
- В по-старите домове с лошо окабеляване може да се наблюдават спада на напрежението. Спира процеса и може да повреди заваръчното оборудване. В този случай се нуждаете от електрически генератор, който ще осигури напрежение на работното ниво.
Заваръчната машина е проста
Как да изберем правилния ток
Заваръчният ток е важен показател за заваряване и определя вида и естеството на шева и изпълнението на работата. Колкото по-голям е токът, толкова по-стабилна е дъгата и толкова по-голяма е дълбочината на проникване. Силата на тока зависи от местоположението на детайлите в пространството и от размера на електрода. Най-високата стойност е зададена за заваряване на хоризонтални детайли. За вертикалните фуги текущата стойност се прилага с 15% по-малко, а за таванните фуги - с 20%.
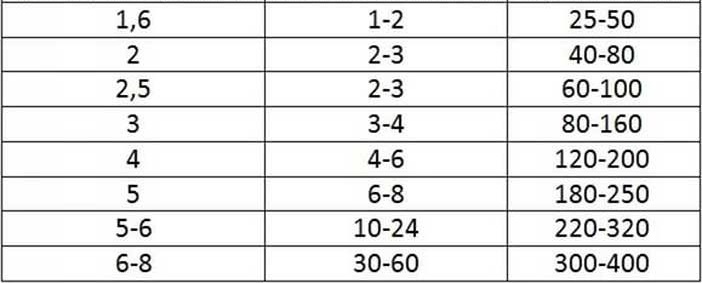
Силата на тока зависи от местоположението на детайлите и от размера на електрода
Как да запалим дъга
Първият начин е чрез докосване. За да направите това, инсталирайте електрода под ъгъл около 60 ° спрямо продукта. Забавете ги бавно на повърхността. Трябва да се появят искри, сега докосваме метала с електрода и го повдигаме на височина не повече от 5 мм.
Ако операцията е извършена правилно, дъгата ще светне. По време на заваряването трябва да се поддържа пет милиметрова пропаст. Трябва да се има предвид, че при правилно заваряване на метал чрез електрическо заваряване, електродът постепенно ще изгори, така че постоянно е малко по-близо до метала. Електродът трябва да се движи бавно, ако внезапно се залепи, ще трябва леко да го завъртите настрани. Ако дъгата не се запали, може да е необходимо да се увеличи силата на тока.
Вторият начин е поразителен. Необходимо е да донесете електрода до повърхността на детайла и да го ударите върху частта, сякаш запалвате кибрит. Възможно е да се улесни запалването на електрода чрез измазване от ръба му.
Наклон и движение на електрода
След като е възможно да запалите и поддържате дъгата без проблеми, е време да се пристъпи към сливането на ролката. Запалваме дъгата, бавно и плавно движим електрода хоризонтално, извършвайки леки колебателни движения. В същото време разтопеният метал сякаш се „прибира“ до самия център на дъгата. Резултатът трябва да бъде силен шев с малки вълни, образувани от заваръчния метал.
Ъгълът на електрода за начинаещ заварчик е по-добре да се наблюдава около 70 градуса, тоест с леко отклонение от вертикалата. По-долу е диаграма на дъговото заваряване.
Ъгълът на електрода е около 70 градуса
Ако по време на заваряването на части електродът изгори почти напълно, а шевът все още не е завършен, работата временно се спира. Сменяме използвания елемент на нов, премахваме шлаката и продължаваме да работим. На разстояние около 12 мм от вдлъбнатината, образувана в края на шева, която също се нарича кратер, ние запалваме дъгата. Довеждаме електрода до вдлъбнатината, така че от метала на стария и новоинсталиран електрод се образува сплав, след което заваряването на шева продължава.

По време на заваряването електродът прави определени движения, главно транслационни, надлъжни и напречни. От техните комбинации се правят различни видове шевове, най-често срещаните са показани на диаграмата
Траекторията на дъгата по време на заваряване на части може да бъде направена в три посоки:
- Прогресивно. Тя включва преместване на дъгата по оста на електрода. По този начин е достатъчно лесно да се поддържа стабилна дължина на дъгата.
- Надлъжно. Той образува валяк за заваряване на нишки, чиято височина зависи от скоростта, с която се движи електродът и неговата дебелина. Това е обикновен шев, но много тънък. За да се фиксира, в процеса на преместване на електрода по заварения шев се извършват и напречни движения.
- Напречно. Позволява ви да получите желаната ширина на шева. Извършва се чрез колебателни движения. Ширината им се избира въз основа на размера и положението на шева, формата на неговото рязане и т.н.
На практика се използват и трите основни движения, които се наслагват едно върху друго и образуват определена траектория. Има класически опции, обаче, всеки майстор обикновено „вижда“ собствения си почерк. Основното е, че по време на работата ръбовете на свързаните елементи са добре разтопени и се получава шев с определена форма.
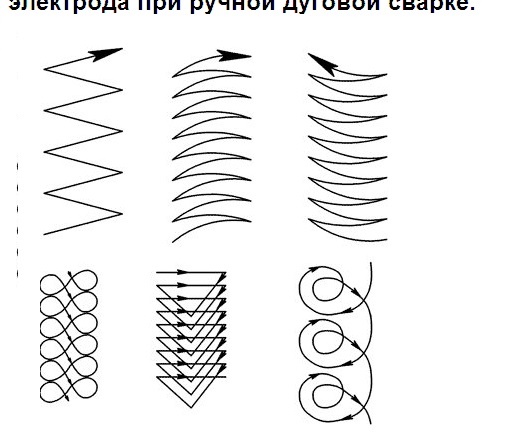
Като правило се прилагат и трите посоки, те могат да се припокриват и да образуват път
Заварени шевове
Заваръчен таван
Този шев се счита за най-труден, тъй като заваръчният басейн е обърнат с главата надолу и се намира над заварчика. Електродът е избран не повече от 4 мм и се отвежда малко отстрани, така че металът да не се разпространява. Използвайте къса дъга и напълно сухи електроди, шевът по време на заваряване на тавана трябва да е тънък. Движението се осъществява само по себе си, така че заварчика е по-лесно да контролира качеството на шева. Има няколко начина да го направите:
- стълба;
- полумесец;
- обратно.
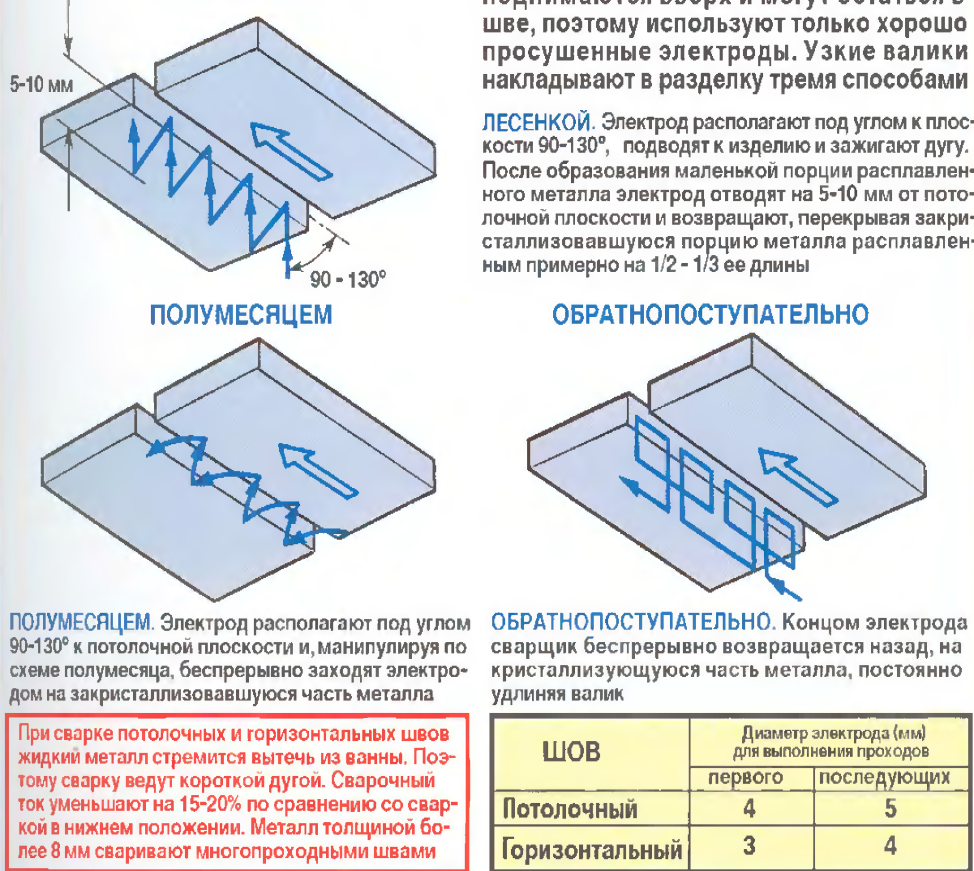
Таванната фуга се счита за най-трудната
Видео: изработка на таван шев
вертикален
Когато правите такъв шев, можете да поведете електрода отгоре надолу или отдолу нагоре. За да се предотврати изтичането на метала, електродът трябва да бъде поставен под ъгъл 45-50 градуса надолу от перпендикулярното положение. Опитните заварчици препоръчват да направите този шев в един цикъл.
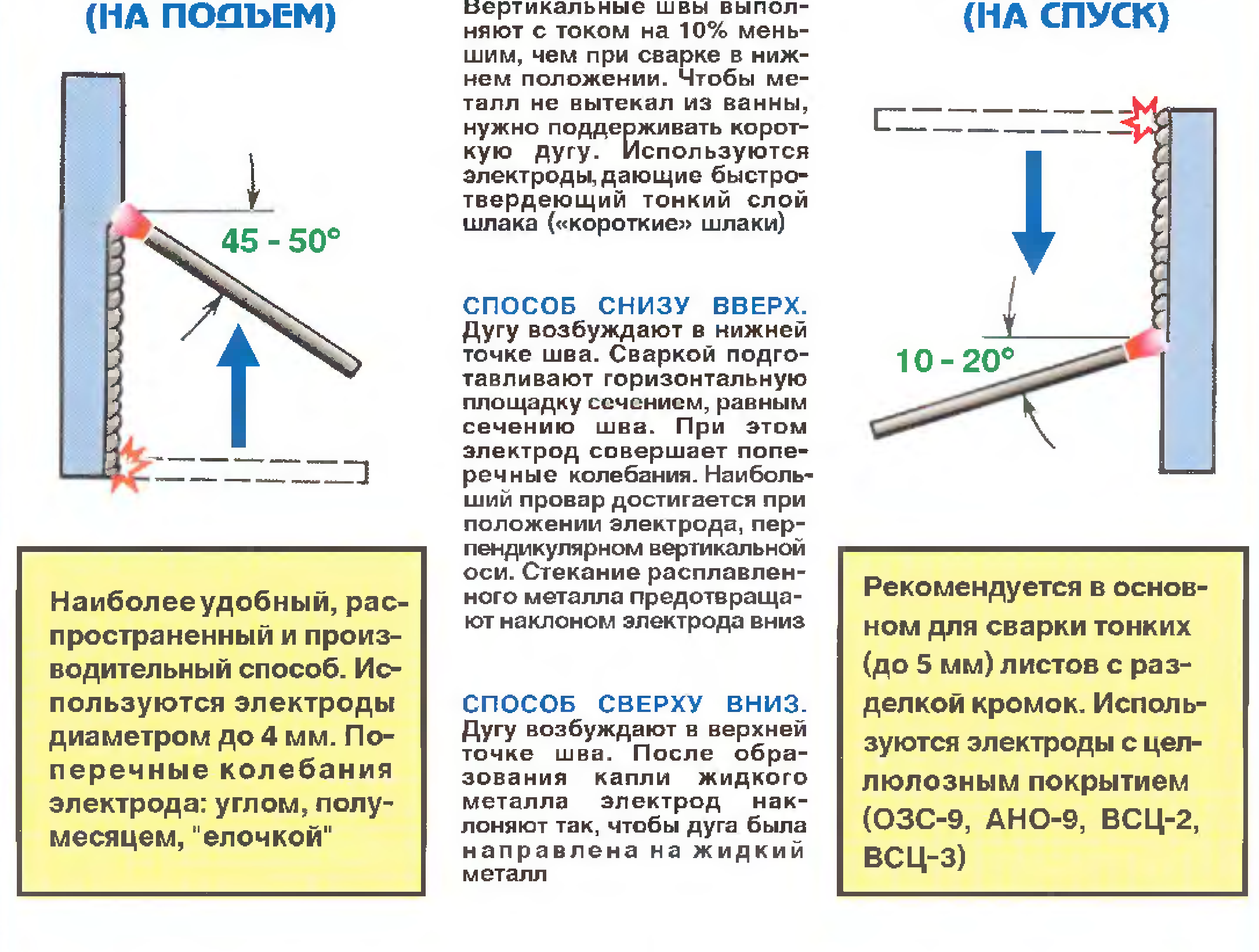
Когато извършва вертикален шев, електродът е разположен под ъгъл 45-50 градуса
Видео: вертикален шев
23.03
Хоризонтален шев
При извършване на такъв шев основната трудност се крие в потока от метал надолу. За да реши този проблем, заварчикът трябва да избере ъгъла на електрода и скоростта на преминаване. Заваряването се извършва отляво надясно или отдясно наляво.
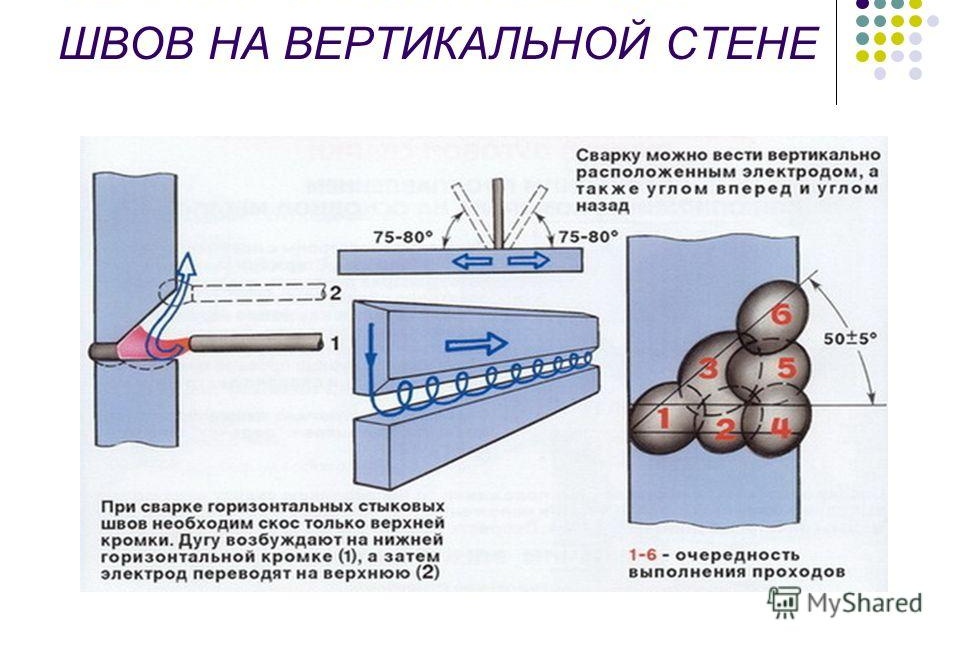
Когато извършвате хоризонтален шев, трябва правилно да изберете ъгъла на електрода и скоростта на преминаване
ъглов
Когато образуват филета или Т-фуги, частите са разположени под различни ъгли от лодката, така че разтопеният метал да се влива в ъгъл. Тогава те се хващат чрез заваряване от двете страни, единият ръб на конструкцията трябва да е малко по-висок от другия. Движението на електрода започва от долната точка.
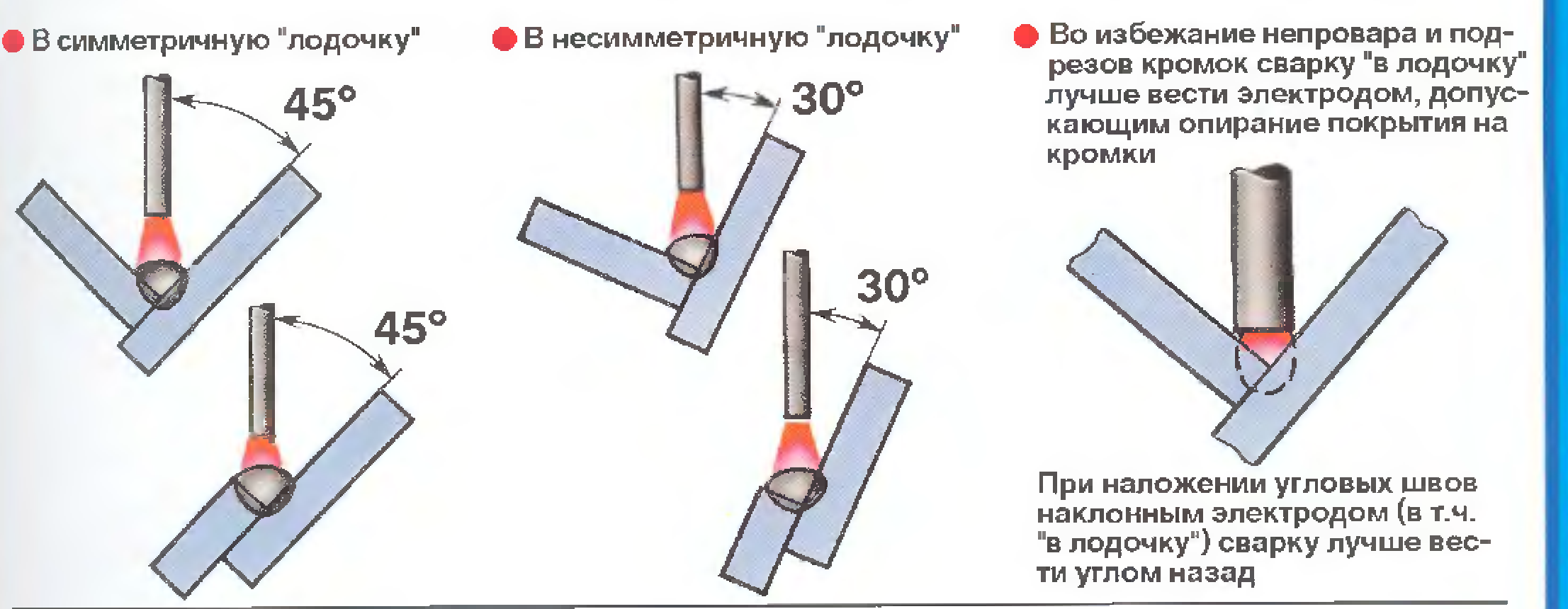
При ъглово заваряване движението на електрода започва от дъното
Характеристики на тръбопроводното заваряване
Чрез дъгова заварка можете да направите вертикален шев, който е разположен отстрани на тръбата, хоризонтален - по протежение на обиколката му. Както и таванът и дъното, разположени съответно над и отдолу. Освен това последният се счита за най-удобния в изпълнение. Обикновено стоманените тръби са заварени със задължително проникване на всички ръбове по височината на стените. За да се намали притокът вътре в тръбата, се избира ъгъл на наклона на електрода не повече от 45 ° спрямо хоризонталата. Височината на шева е 2-3 мм, ширината е 6-8 мм. При обилно заваряване височината на шева е около 3 мм, а ширината е 6-8 мм.
Преди да започнете да готвите тръбата чрез електрическо заваряване, извършваме подготвителна работа:
- почистете добре предмета;
- ако краищата на тръбата са деформирани, изрежете или изправете ги;
- почистете краищата. Почистваме минимум 10 mm от външната и вътрешната равнина, съседна на краищата на тръбата, до метален блясък.
Сега можете да започнете заваряване. Всички фуги се обработват непрекъснато, до пълно заваряване. Въртящи се, както и невъртящи се тръбни съединения с ширина на стената до 6 мм се произвеждат в поне 2 слоя. С ширина на стената от 6-12 мм се извършват три слоя, повече от 19 мм - четири. Особеността на заваряването на тръби е, че всеки шев, който се полага върху съединението, трябва да бъде почистен от шлака, след което се извършва следното. Първият шев е най-отговорен. Тя трябва напълно да разтопи всички краища и да тъпи. Особено внимателно се изследва за откриване на пукнатини. Ако присъстват, те се топят или парче се отрязва и отново се вари.

Крайният слой е възможно най-гладък с плавен преход към основния метал
Вторият и всички следващи слоеве се извършват чрез бавно завъртане на тръбата. Краят и началото на всички слоеве задължително се изместват спрямо предишния слой с 15-30 мм. Крайният слой се изпълнява с плавен преход към основния метал и с равна повърхност. За да се подобри качеството на заваряване на тръби чрез електрическо заваряване, всеки следващ слой се извършва в обратна посока спрямо предишния и техните затварящи точки трябва да бъдат разположени един от друг.
Самозаваряването е доста сложно начинание. Ако обаче желаете, все пак можете да го овладеете. Трябва да научите основните правила на процеса и постепенно да се научите да изпълнявате най-простите упражнения. Няма нужда да пестите време и енергия, за да овладеете основите, които ще станат основа на майсторството. Впоследствие ще бъде възможно смело да преминете към по-сложни техники, като усъвършенствате уменията си.
Актуализиран материал 03.03.2018


5 коментара