Kaynak ile nasıl pişirilir: yeni başlayanlar için eksiksiz bir rehber

Kaynak dikişi, parçaları bağlamak için en güvenilir yollardan biridir. Endüstride ve günlük hayatta kullanılır. Her ev ustası zaman zaman kaynak kullanır. Peki, kendini nasıl pişireceğini biliyorsa, ancak genellikle uzmanlara başvurmak zorunda kalırsa. Ancak kaynak öğrenmek oldukça mümkündür. En basit şeyle başlamalısınız: yeni başlayanlar için elektrikli kaynak, her şeyden önce, çeşitli dikişlerin uygulanmasında eğitimdir. Daha karmaşık işler ancak tecrübe ile yapılabilir. Teknolojinin temellerine ve kaynak işleminin bazı hilelerine, kullanılan ekipman ve malzemelere bakalım.
içerik
Kaynak makinesi çeşitleri
Bir kaynak makinesinin doğru seçimi için, çeşitli tip ve kaynakçı modellerinin tüm artılarını ve eksilerini dikkate almak gerekir.
Transformers - voltaj değerini çalışma için gerekli değere getiren bir aşağı inen transformatör temelinde yapılan oldukça ağır olan en basit ve en geleneksel cihazlar. Transformatörlerin bir özelliği, kararsız bir ark oluşturan alternatif akım üzerinde çalışmasıdır. Artan miktarda cüruf ve gaz safsızlıkları ile birlikte, böyle bir ark metal püskürtmeye katkıda bulunur ve dikişin görünümünü bozar. Böyle bir cihazla yüksek kaliteli bir dikiş, bir transformatör becerisine sahip deneyimli bir kaynakçı tarafından yapılabilir.

Alternatif akım ile çalışan basit aparat
redresör - alternatif akımı yarı iletken diyotlar kullanarak şebeke voltajını yönlendirmek ve düşürmek için çevirebilen kaynakçılar. Doğru akım sabit bir ark sağlar ve kaynak dikişini homojen ve hava geçirmez, güçlü ve güzel hale getirmenizi sağlar. Doğrultucu evrenseldir, her türlü elektrot bunun için uygundur, bu cihazla her türlü metal pişirebilirsiniz: paslanmaz çelik, alüminyum, bakır, titanyum, çeşitli alaşımlar.

Her türlü elektrot için uygun üniversal kaynak makinesi
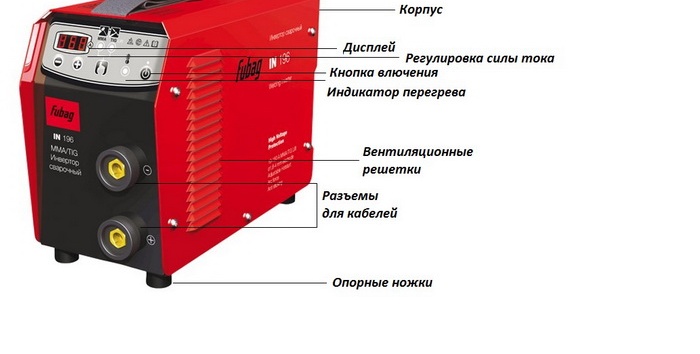
İnvertörler - Çok popülerdirler çünkü hafiftirler, mükemmel işlevselliğe sahiptirler ve otomatik ayarlara sahiptirler. Bu teknik özellikler, yeni başlayanların üzerinde çalışmasına izin verir. Aparatın tasarımı, ağın alternatif akımını yüksek gücün doğrudan akımına dönüştüren bir dizi ünite içerir. Bu tür kaynakçıların avantajı:
- ince ayar yapma yeteneği;
- çok çeşitli görevleri yerine getirmek;
- kararlı ark;
- güç dalgalanmalarına karşı direnç;
- yüksek kaliteli kaynak, pürüzsüz dikiş;
- her türlü elektrot ile çalışmak;
- uzayda herhangi bir kalınlık ve pozisyondaki her türlü metalin bağlantısı.
- Elektrotun yapışmasını ve gözyaşı damlamasını önleyen ek işlevlere sahiptir;
- elektrodu maksimum akım kaynağında tutuşma yeteneği;
Eksilerden, not edilebilir:
- sık toz giderme ihtiyacı;
- 2,5 m'ye eşit sınırlı kablo uzunluğu;
- 15 derecenin altındaki hava sıcaklıklarında çalışamama.

Acemi kaynakçılar için uygun inverter
Yarı otomatik cihazlar - İki tip var. Birincisi, sürekli tel beslemesi nedeniyle kaynak verimliliğini arttırır. Bu durumda, elektrotları sürekli değiştirmek gerekli değildir. Dikiş düzgün, sürekli ve hatasızdır. İkincisi gazlı bir ortamda çalışır, bunun için oksijen, azot ve karbon dioksit, ayrıca argon ve helyum kullanırlar. Gaz kaynağı aşağıdaki avantajlara sahiptir:
- bir ünite hem gaz hem de tel ile çalışacak şekilde tasarlanmıştır;
- dikişin mükemmel kalitesi ve estetiği;
- kararlı yumuşak ark;
- yüksek işlevsellik;
- karmaşık eklemleri kaynak kabiliyeti.

Bu makineyi kullanarak yüksek kaliteli bir kaynak yapabilirsiniz
Acemi bir kaynakçının çalışması için gerekenler
Her şeyden önce, ekipman ve tulum hazırlamanız gerekir.
Aletler ve koruyucu ekipman
Kesinlikle bir kaynak makinesi, bir dizi elektrot, bir çekiç ve cürufu çalkalamak için bir keski, dikişleri temizlemek için metal bir fırçaya ihtiyacınız olacak. Elektrotu kelepçelemek, tutmak ve ona akım sağlamak için bir elektrikli tutucu kullanılır. Dikişin boyutunu kontrol etmek için bir dizi şablona da ihtiyacımız var. Elektrot çapı, metal tabakanın kalınlığına bağlı olarak seçilir. Korumayı unutmayın. Kızılötesi ışınları geçmeyen ve gözleri koruyan özel bir ışık filtreli bir kaynak maskesi hazırlıyoruz. Ekranlar ve kalkanlar aynı işlevi görür. Tente kıyafeti, uzun kollu bir ceket ve yakasız pürüzsüz pantolonlar, metal sıçramalara ve eldivenlere veya eldivenlere karşı koruma için deri veya keçeli ayakkabılar, kollarda üst üste binen tuval veya süet. Bu tür doğrudan, kapalı giysiler, kaynakçının vücudunda erimiş metal olmasını önler.
Yüzüstü pozisyonda çalışırken yükseklikte ve metal nesnelerin içinde çalışmak için kullanılan özel koruyucu ekipman vardır. Bu gibi durumlarda, dielektrik çizme, kask, eldiven, halı, dizlik, kol dayama yeri ve yüksek irtifa kaynağı için kayışlı bir emniyet kemerine ihtiyacınız olacaktır.

Hangi elektrotlar seçilir
Elektrotlar çeşitli tip ve markalarda gelir. Bu, bağlı parçaların metalini ve aynı metal elektrodu seçme ihtiyacından kaynaklanmaktadır.
Her elektrot, kaynakçıya gerekli tüm bilgileri veren bir işarete sahiptir. İşaretleri okumayı öğrenmek kolaydır.
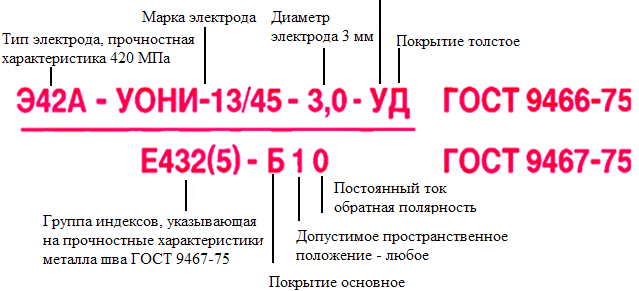
Elektrotlar üzerinde özel işaretler belirtilmiştir.
Genellikle üst kısımda çeşitli kaplamalarla kaplanırlar, bu da elektrotlara farklı metalleri ve çalışma koşullarını kaynaklamak için gerekli özellikleri verir. Burada elektrotların kaplama tipine ve uygulama özelliklerine göre sınıflandırılması tablosu verilmiştir.
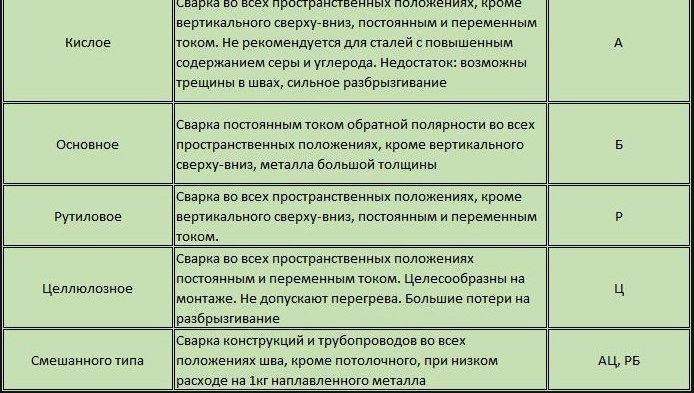
Özel kaplama elektrotlara çeşitli metallerin kaynağı için gerekli özel özellikleri verir
Elektrotların tip ve amaca göre sınıflandırılması ürün etiketlemesine yansıtılır.
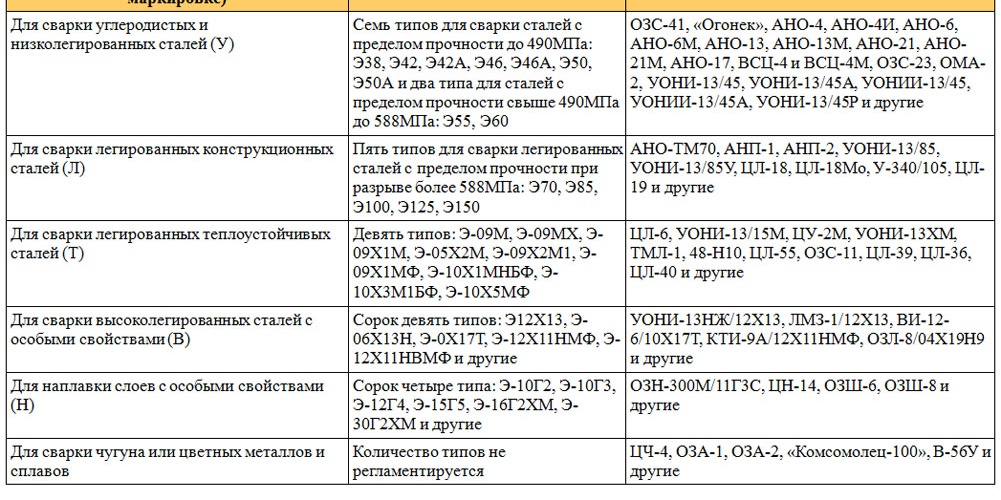
Elektrotların türü ve amacı değişir.
Kaynak çeşitleri
Bağlantı kaynakları konum, güç, teknoloji, tasarım özelliklerine göre ayrılır. Dikiş yeri türleri:
- Aşağı. En basit ve en uygun olan yerçekimi kuvveti sayesinde metal parçalar arasındaki boşluğu doldurur. Bu en dayanıklı ve ekonomik dikiştir.
- Yatay. İş parçaları elektroda diktir ve dikiş yatay olarak ilerler. Metalin bir kısmı kaynak bölgesinden ayrılır ve elektrot daha hızlı tüketilir.
- Dikey.Bu durumda, iş parçaları da elektroda diktir, ancak dikiş dikey olarak oluşturulur. Erimiş metal düşme eğilimi gösterir, elektrot tüketimi önemlidir.
- Eğik. Kaynakçının elinin hareketi eğimlidir. Köşe ve tişört mafsallarında kullanılır.
- Tavan dikişi master'ın üzerinde bulunur.
Tasarım ayrımı:
- popo Popo eklemi oldukça dayanıklı ve ekonomiktir, eklemin yüzeyini deforme etmez. Bu evrensel bir bağlantıdır.
- Alın kaynağı için yeterli alan olmadığında parçaları kaynaklayın. İş parçalarının kalınlığı 8-10 mm'den fazla olmamalıdır.
- İş parçaları birbirine bir açıda konumlandırılırken, dolgu kaynağının her iki tarafa kaynak yapılması tavsiye edilir. Isıdan etkilenen bölgedeki artış ve yüksek elektrot tüketimi nedeniyle bu dikişin yapılması kolay değildir.
- T-eklem, parçaların düzlemlerinin dik olarak kaynaklandığı açısal bir dikiştir. Dikiş iki tarafta oluşur, oldukça karmaşıktır.
- Hava geçirmez bir dikişe ihtiyaç duyulmadığında elektrikli perçinler için bir dikiş kullanılır, en ekonomik ve göze çarpmaz.
Kaynak, kalın iş parçaları için bir kat veya birkaç kat halinde yapılabilir.
Kaynak Yapmayı Öğrenme - Başlangıç Kılavuzu
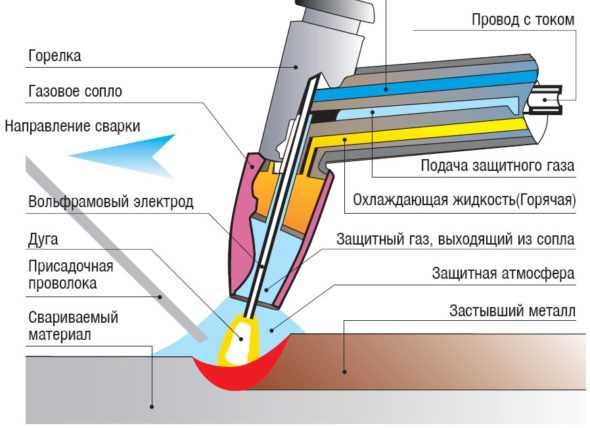
Kaynak, yüksek sıcaklıkta bir işlemdir. Uygulaması için, elektrottan kaynaklı ürüne bir elektrik arkı oluşur ve tutulur. Etkisi altında, elektrotun ana malzemesi ve metal çubuğu erir. Uzmanlar, baz ve elektrot metalinin karıştırıldığı bir kaynak havuzunun oluştuğunu söylüyor. Oluşan banyonun boyutu doğrudan seçilen kaynak moduna, mekansal konuma, ark hızına, kenarın şekline ve boyutuna vb. Bağlıdır. Ortalama olarak, genişliği 8-15 mm, uzunluk 10-30 mm ve derinlik - yaklaşık 6 mm'dir.
Erime sırasında elektrotun kaplanması, sözde kaplama, ark bölgesinde ve banyo üzerinde özel bir gaz bölgesi oluşturur. Kaynak alanındaki tüm havayı uzaklaştırır ve erimiş metalin oksijen ile etkileşimini önler. Ek olarak, hem baz hem de elektrot metal çiftlerini içerir. Cüruf kaynağın üstünde oluşur, bu da eriyiğin hava ile etkileşimini önler, bu da kaynak kalitesini olumsuz etkiler. Elektrik arkının kademeli olarak çıkarılmasından sonra, metal kristalleşmeye başlar ve kaynaklanacak parçaları birleştiren bir dikiş oluşur. Üstünde, daha sonra çıkarılan koruyucu bir cüruf tabakası vardır.

Kaynak sırasında, elektrot kaplama eritilir ve özel bir gaz bölgesi oluşturur. İçinde ana metal ve elektrot karışımı
Acemi kaynakçıların, olası hataları düzeltebilecek ve faydalı tavsiyeler verebilecek bir uzmanın rehberliğinde ilk deneyimi yaşaması en iyisidir. Bir detayı güvenilir bir şekilde sabitleyerek çalışmaya başlamak gerekir. Yangın güvenliği için, yakınınıza bir kova su konulmalıdır. Aynı nedenden ötürü, ahşap bir tabanda kaynak çalışması yapmak ve kullanılan elektrotun çok küçük kalıntılarını bile ihmal etmek imkansızdır.
Kaynak makinesi bağlantısı
Kaynağın güvenli bir şekilde çalışması için, makineyi ağa bağlamanız ve aşağıdaki kurallara uymanız gerekir:
- İlk önce voltajı ve akım frekansını kontrol etmeniz gerekir. Bu veriler ağda ve cihazda aynı olmalıdır.
- Kaynak makinesinde, seçilen elektrot çapına karşılık gelen mevcut gücün hesaplanan değerini ayarladık. Kaynakçı ayarları bloğu voltajı seçmenize izin veriyorsa, hemen ayarlamanız gerekir. Bağlantı özel bir fiş ve topraklama pabucu ile yapılır.
- Topraklama kelepçesini iyice sıkın. Kablonun yalıtıldığını ve özel bir tutucuya dikkatlice sıkıştırıldığını kontrol edin.
- Tüm bağlantıları, kabloları, fişleri kontrol ettiğinizden emin olun.
- Ara bağlantılar olmadan bağlanan özel bir uzatma kablosu kullanabilirsiniz.
- Kablo bağlantısı zayıf olan eski evlerde voltaj düşüşleri oluşabilir. İşlemi durdurur ve kaynak ekipmanına zarar verebilir. Bu durumda, çalışma seviyesinde voltaj sağlayacak bir elektrik jeneratörüne ihtiyacınız vardır.
Kaynak makinesi basit
Doğru akım nasıl seçilir
Kaynak akımı, kaynağın önemli bir göstergesidir ve dikişin türünü ve doğasını ve işin verimliliğini belirler. Akım ne kadar yüksek olursa, ark o kadar kararlı ve penetrasyon derinliği o kadar büyük olur. Akım mukavemeti, iş parçalarının boşluktaki konumuna ve elektrotun büyüklüğüne bağlıdır. En yüksek değer yatay iş parçalarının kaynağı için ayarlanır. Dikey derzler için, akım değeri% 15 daha az ve tavan derzleri için -% 20 uygulanır.
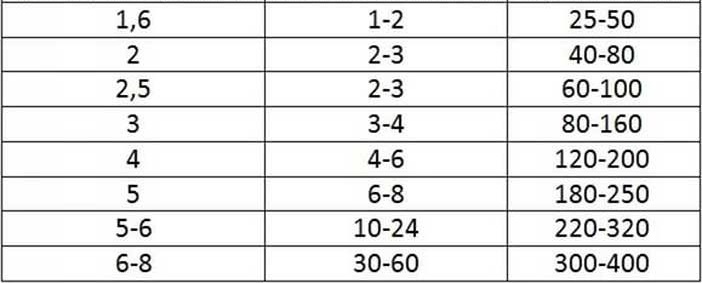
Akım gücü, iş parçalarının konumuna ve elektrotun boyutuna bağlıdır
Bir ark nasıl aydınlatılır
İlk yol dokunmaktır. Bunu yapmak için elektrodu ürüne göre yaklaşık 60 ° 'lik bir açıyla takın. Yavaşça yüzeyinde tutun. Kıvılcımlar ortaya çıkmalı, şimdi metale elektrotla dokunuyoruz ve 5 mm'den fazla olmayan bir yüksekliğe yükseltiyoruz.
İşlem doğru şekilde yapılmışsa, ark yanacaktır. Kaynak boyunca beş milimetre boşluk bırakılmalıdır. Elektrik kaynağı ile metalin uygun şekilde kaynaklanmasıyla, elektrodun kademeli olarak yanacağı, bu nedenle metale sürekli olarak daha yakın olduğu unutulmamalıdır. Elektrot yavaşça hareket ettirilmelidir, aniden yapışırsa, hafifçe yana doğru sallamanız gerekir. Ark tutuşmazsa, akım gücünü arttırmak gerekebilir.
İkinci yol çarpıcı. Elektrodu iş parçasının yüzeyine getirmek ve bir kibrit yakıyormuş gibi parçaya vurmak gerekir. Kenarından sıva yaparak elektrotun ateşlenmesini kolaylaştırmak mümkündür.
Elektrotun eğimi ve hareketi
Arkı sorunsuz bir şekilde tutuşturmak ve korumak mümkün olduktan sonra, silindirin füzyonuna geçme zamanı gelmiştir. Arkı aydınlatıyoruz, elektrodu yatay olarak yavaşça ve düzgün bir şekilde hareket ettiriyoruz, hafif salınım hareketleri gerçekleştiriyoruz. Aynı zamanda, erimiş metal arkın tam ortasına “toplanıyor” gibi görünmektedir. Sonuç, kaynak metali tarafından oluşturulan küçük dalgalara sahip güçlü bir dikiş olmalıdır.
Yeni bir kaynakçı için elektrotun açısı yaklaşık 70 dereceyi, yani dikeyden hafif bir sapmayla gözlemlemek daha iyidir. Aşağıda ark kaynağının bir diyagramı bulunmaktadır.
Elektrodun açısı yaklaşık 70 derecedir
Elektrot parçaların kaynağı sırasında neredeyse tamamen yanmışsa ve dikiş henüz tamamlanmadıysa, çalışma geçici olarak durdurulur. Kullanılmış elemanı yenisiyle değiştiriyoruz, cürufu kaldırıyoruz ve çalışmaya devam ediyoruz. Krater olarak da adlandırılan dikişin sonunda oluşan girintiden yaklaşık 12 mm mesafede, ark tutuşturulur. Elektrodu girintiye getiriyoruz, böylece eski ve yeni kurulan elektrodun metalinden bir alaşım oluşuyor, daha sonra dikişin kaynağı devam ediyor.

Kaynak sırasında, elektrot esas olarak translasyonel, uzunlamasına ve enine olmak üzere belirli hareketler yapar. Kombinasyonlarından farklı dikiş türleri yapılır, en yaygın olanları şemada gösterilir
Parçaların kaynağı sırasında arkın yörüngesi üç yönde yapılabilir:
- Progresif. Arkın elektrot ekseni boyunca hareket ettiğini varsayar. Böylece, sabit bir ark uzunluğunu korumak yeterince kolaydır.
- Boyuna. Yüksekliği elektrodun hareket hızına ve kalınlığına bağlı olan bir filament kaynak silindiri oluşturur. Bu sıradan bir dikiştir, ancak çok incedir. Bunu düzeltmek için, elektrodu kaynaklı dikiş boyunca hareket ettirirken, enine hareketler de gerçekleştirilir.
- Enine. İstediğiniz dikiş genişliğini elde etmenize izin verin. Salınım hareketleri ile gerçekleştirilir. Genişlikleri, dikişin boyutu ve konumu, kesim şekli vb.
Uygulamada, birbirinin üzerine bindirilen ve belirli bir yörünge oluşturan üç ana hareketin hepsi kullanılır. Klasik seçenekler var, ancak her usta genellikle kendi el yazısını "görür". Ana şey, çalışma sırasında bağlı elemanların kenarlarının iyi eridiği ve belirli bir şekle sahip bir dikişin elde edilmesidir.
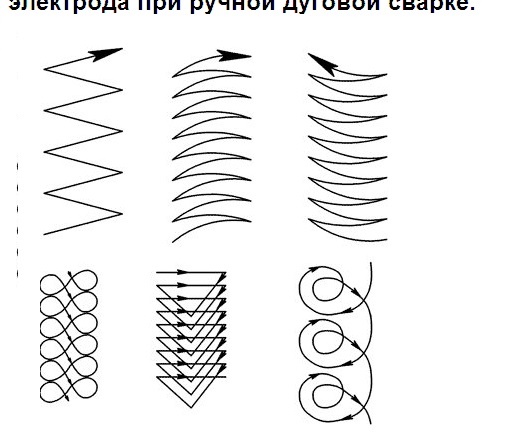
Kural olarak, her üç yön uygulanır, üst üste binebilir ve bir yörünge oluşturabilirler
Kaynak dikişleri
Tavan Kaynağı
Bu dikiş en zor olarak kabul edilir, çünkü kaynak havuzu ters çevrilir ve kaynakçının üstünde bulunur. Elektrot 4 mm'den fazla seçilmez ve metalin yayılmaması için biraz yan tarafa alınır. Kısa ark ve tamamen kuru elektrotlar kullanın, tavan kaynağı sırasında dikiş ince olmalıdır. Hareket kendi kendine gerçekleşir, bu nedenle kaynakçının dikiş kalitesini kontrol etmesi daha kolaydır. Bunu yapmanın birkaç yolu vardır:
- merdiven;
- Hilal;
- ters.
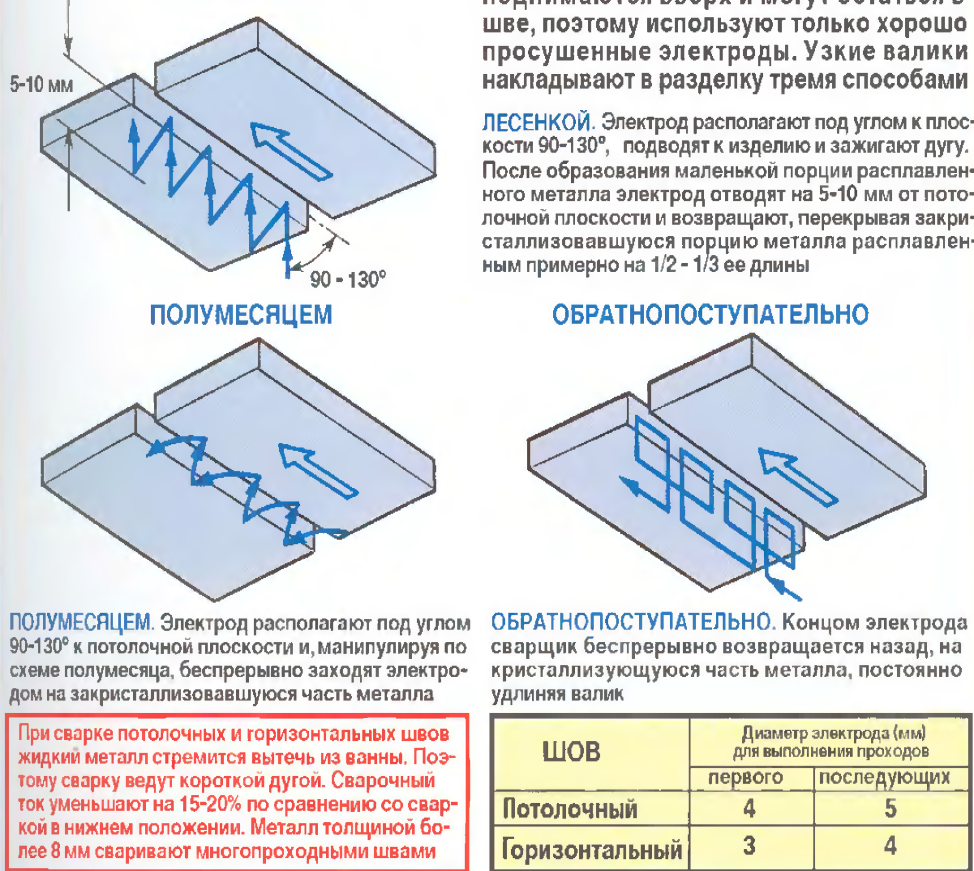
Tavan eklemi en zor olarak kabul edilir
Video: tavan dikişi yapma
Dikey
Böyle bir dikiş yaparken, elektrodu yukarıdan aşağıya veya aşağıdan yukarıya doğru yönlendirebilirsiniz. Metalin boşalmasını önlemek için, elektrot dikey konumdan 45-50 derece aşağıya bir açıyla yerleştirilmelidir. Deneyimli kaynakçılar bu dikişi bir seferde yapmanızı önerir.
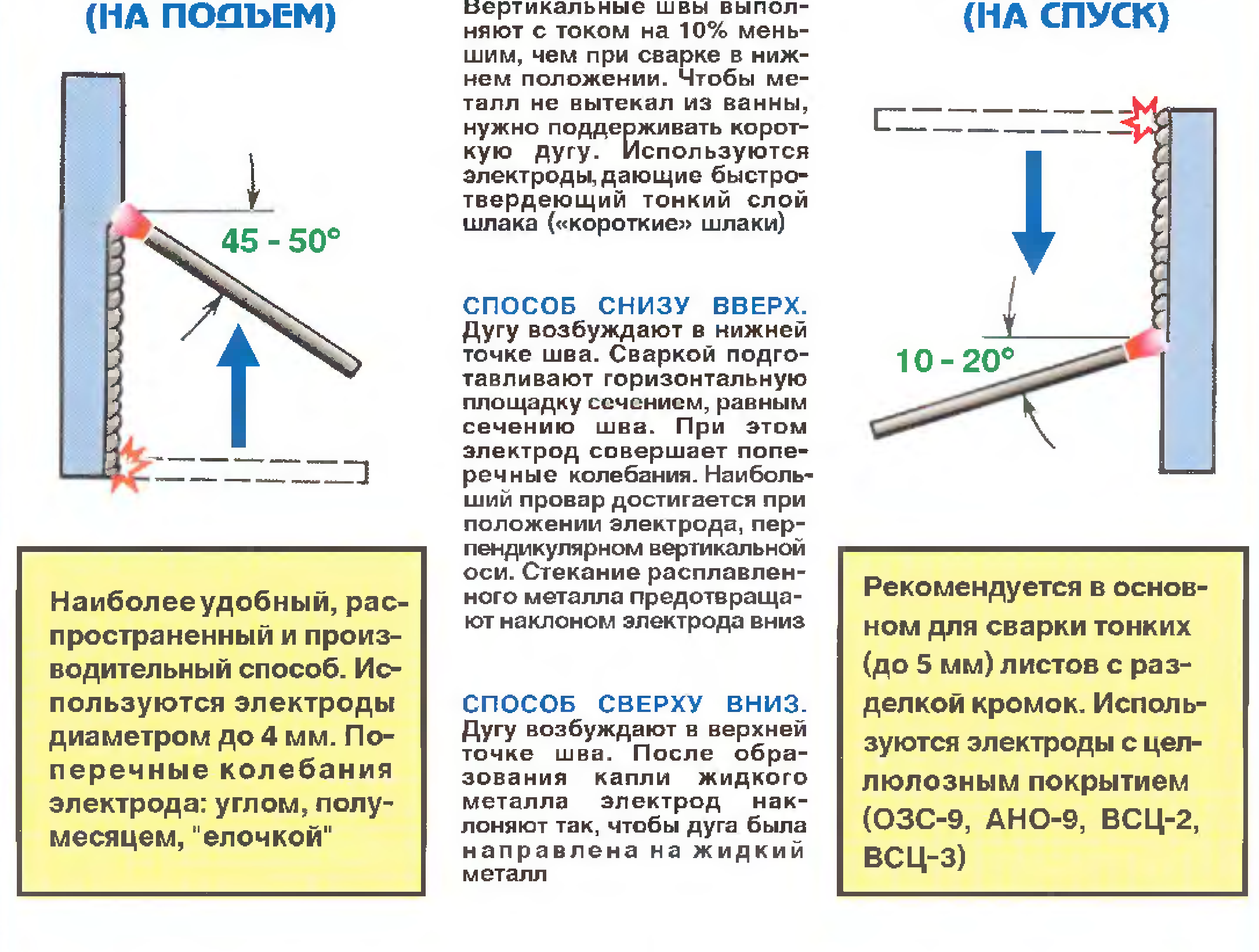
Dikey bir dikiş yaparken, elektrot 45-50 derecelik bir açıda bulunur
Video: dikey dikiş
23.03
Yatay dikiş
Böyle bir dikiş yaparken, ana zorluk metal akışında yatmaktadır. Bu sorunu çözmek için kaynakçı elektrot açısını ve geçiş hızını seçmelidir. Kaynak soldan sağa veya sağdan sola yapılır.
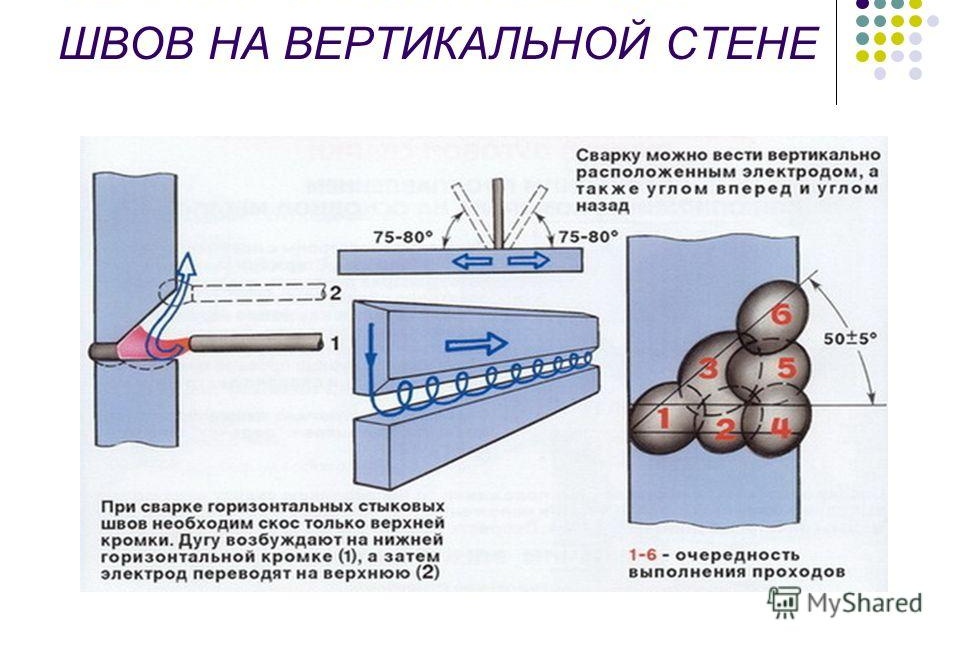
Yatay bir dikiş yaparken, elektrotun açısını ve geçiş hızını doğru bir şekilde seçmeniz gerekir
Açısal
Köşe veya T eklemleri oluştururken, parçalar erimiş metal bir köşeye akacak şekilde tekne tarafından farklı açılarda konumlandırılır. Daha sonra her iki tarafa kaynak yaparak yakalanırlar, yapının bir kenarı diğerinden biraz daha yüksek olmalıdır. Elektrodun hareketi alt noktadan başlar.
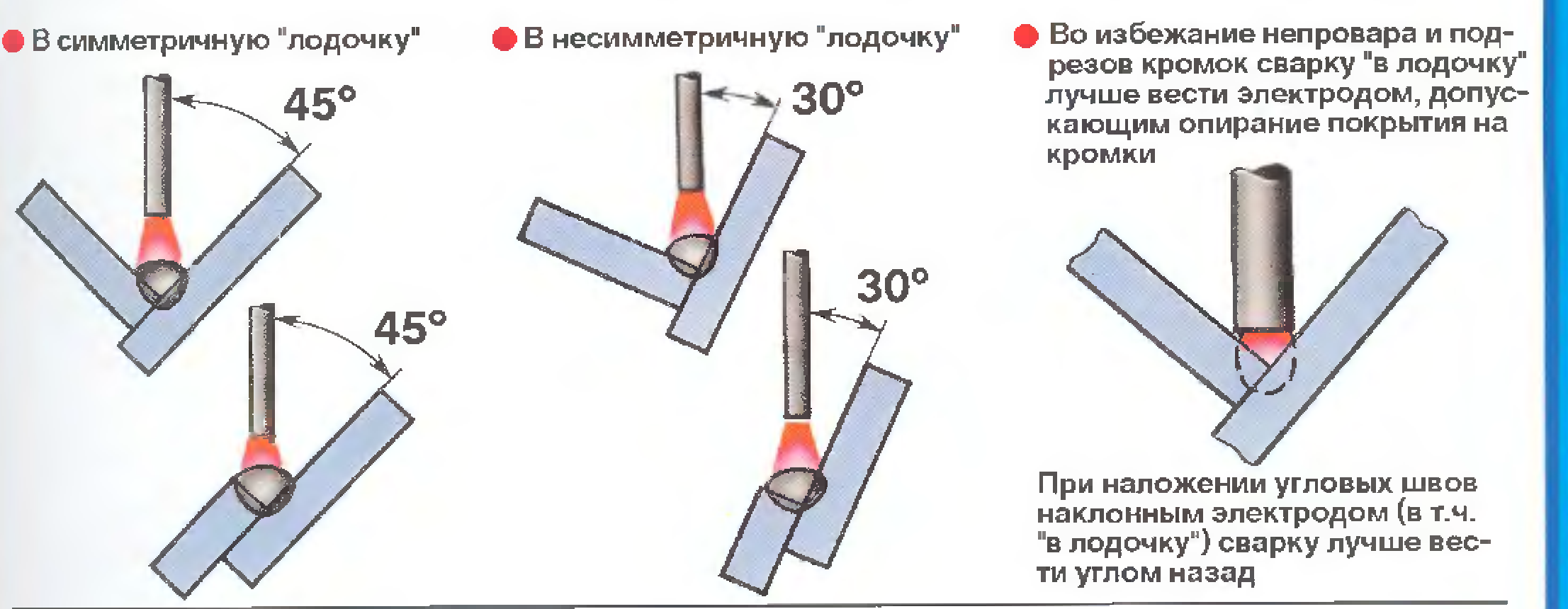
Açılı kaynakta, elektrot hareketi alttan başlar
Boru hattı kaynağının özellikleri
Ark kaynağı ile, borunun yan tarafında, yatay - çevresi boyunca bulunan dikey bir dikiş yapabilirsiniz. Tavan ve tabanın yanı sıra sırasıyla yukarıda ve aşağıda bulunur. Ayrıca, ikincisi, yürütme için en uygun olarak kabul edilir. Çelik borular genellikle duvarların yüksekliği boyunca tüm kenarların zorunlu penetrasyonu ile alın ile kaynaklanır. Borunun içindeki akıyı azaltmak için, elektroda yatayya göre 45 ° 'den fazla olmayan bir eğim açısı seçilir. Dikişin yüksekliği 2-3 mm, genişlik 6-8 mm'dir. Tur kaynağı yaparken, dikiş yüksekliği yaklaşık 3 mm ve genişlik 6-8 mm'dir.
Boruyu elektrikli kaynak ile pişirmeye başlamadan önce hazırlık çalışmaları yapıyoruz:
- öğeyi iyice temizleyin;
- borunun uçları deforme olursa, kesin veya düzeltin;
- kenarları temizleyin. Boru kenarlarına bitişik en az 10 mm dış ve iç düzlemleri metalik bir parlaklığa temizliyoruz.
Şimdi kaynak yapmaya başlayabilirsiniz. Tüm derzler, tam kaynağa kadar sürekli olarak işlenir. Duvar genişliği 6 mm'ye kadar olan döner ve döner olmayan boru bağlantıları en az 2 kat halinde üretilir. Duvar genişliği 6-12 mm - üç katman, 19 mm'den - dört kat yapılır. Boru kaynağının özelliği, derz üzerine uygulanan her bir dikişin cüruftan temizlenmesi ve ardından aşağıdakilerin gerçekleştirilmesidir. İlk dikiş en sorumlu olanıdır. Tüm kenarları ve küntleri tamamen eritmelidir. Özellikle çatlak tespiti için dikkatle incelenir. Varsa, eritilir veya bir parça kesilir ve tekrar demlenir.

Nihai katman, ana metale yumuşak bir geçişle mümkün olduğunca pürüzsüzdür
İkinci ve sonraki tüm katmanlar boruyu yavaşça döndürerek gerçekleştirilir. Tüm katmanların sonu ve başlangıcı mutlaka bir önceki katmana göre 15-30 mm kadar yer değiştirir. Nihai katman, ana metale yumuşak bir geçişle ve düz bir yüzeyle gerçekleştirilir. Elektrik kaynağı ile boru kaynağının kalitesini arttırmak için, sonraki her katman bir öncekine göre ters yönde gerçekleştirilir ve bunların kapanma noktaları ayrı konumlandırılmalıdır.
Kendiliğinden kaynaklama oldukça karmaşık bir iştir. Ancak, isterseniz yine de ustalaşabilirsiniz. Sürecin temel kurallarını öğrenmeniz ve yavaş yavaş en basit egzersizleri yapmayı öğrenmeniz gerekir. Üstatlığın temeli olacak temelleri öğrenmek için zaman ve enerjiden tasarruf etmeye gerek yoktur. Daha sonra, becerilerinizi geliştirerek daha karmaşık tekniklere cesurca geçmek mümkün olacaktır.
Malzeme güncellendi 03.03.2018


5 yorum